 隨著壓鑄件應用越來越廣,用戶對壓鑄件品質要求也越來越高,其中鑄件氣孔是影響鑄件質量、材質疏松的重要原因。針對解決螺紋加工部位的材質疏松問題,傳統的方法是在該部位使用擠壓銷,但是如果孔位深度在15mm以上,并且不垂直于分型面,這樣傳統方法是無法解決的。針對這個問題,來自江蘇的昆山九龍液壓機械有限公司,成功開發出一種二次擠壓油缸DBEA/B,為這類復雜的問題提供了解決方案。 昆山九龍液壓有限公司總經理謝平先生介紹說:“首先如果在壓鑄成型前能預留空位,在鋁液凝固前再次對孔位部位實施擠壓,從而達到壓鑄件加工前的預留空位尺寸,這樣就減少了擠壓的鋁液量和擠壓的深度,從而實現深孔位的擠壓目的。”他補充道,油缸在壓鑄前按設計行程先把鑄銷插入,再在壓鑄凝固前再把鑄銷向前插入一定行程實現擠壓功能,開模前再完成把鑄銷一次抽出工作,從而實現壓鑄成型。 技術出身的謝平先生在壓鑄廠工作超過15年,在國內某知名企業任技術及管理職務,擁有豐富的壓鑄實踐經驗。謝平先生表示:“模具油缸的設計,要建立在壓鑄原理和壓鑄生產經驗的基礎上,并結合使用習慣、廠家標準、材料及工藝去設計和制造,這樣才能做出符合用戶需求的油缸產品。” 貼合用戶需要的設計,跟用戶深度交流合作,謝平領銜的技術團隊,開發出的多款模具油缸為用戶提升生產效率,降低不良率;同時由于減少油缸故障的換模,從而降低生產成本。一經推出市場,就廣受用戶的歡迎和好評。
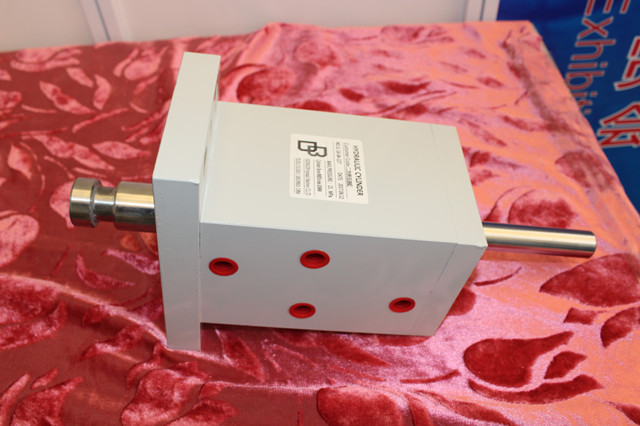
二次擠壓油缸DBEA/B 謝平先生介紹說:“事實上,我們許多模具油缸產品,都是根據客戶的需求、針對其在壓鑄生產中出現的問題,設計和開發的產品解決方案,因此也是我們跟客戶精誠合作的結果。二次擠壓油缸DBEA/B的成功研制,就是我們與昆山萊捷有色金屬有限公司的一個成功案例。” 謝平先生接著說:“當時昆山萊捷在生產一個轉向器,由于該產品結構復雜,一直不能很好地解決斜孔中的氣孔問題,導致不良率居高不下。他們找到我們,通過模具廠寧波賽維達設計部,三方反復討論、分析和研究,得出有效的解決方案,即采用先插入鑄銷孔一部分再擠壓到設計預留孔尺寸的方式,開發出二次擠壓油缸,一下子就把原來10%不良率降至1%以下。目前該產品已申請了國家發明專利。”
壓鑄模具油缸 昆山九龍液壓機械有限公司成立于2013年7月,主要經營模具用液壓油缸,壓鑄自動化液壓油缸及壓鑄切邊機油缸。公司服務壓鑄模具行業,專業于模具配件品質,以提高生產效率為核心目標,致力于壓鑄模具自動化的設備創新與研發,根據客戶不同的需求研發出品種多樣的模具油缸產品,除二次擠壓油缸DBEA/B,還有中子型單活塞油缸-DBA/B、擠壓方型油缸DBFA/B、二次擠壓油缸DBEA/B、DBQC型油缸等。 |


.jpg)

.jpg)