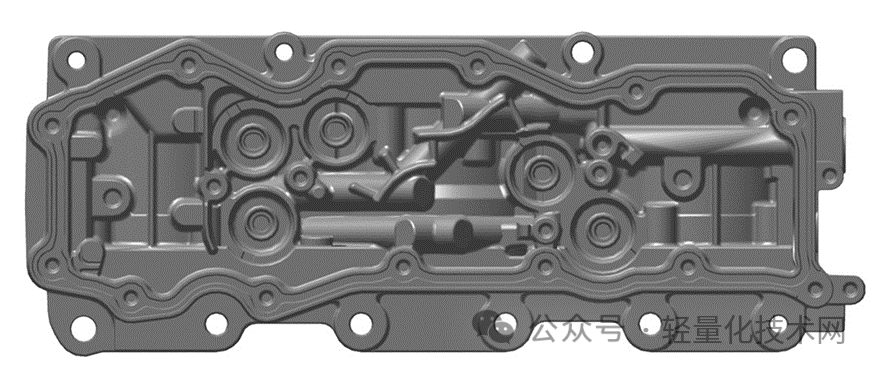
鉆機變速箱殼體
EUROGUSS 2024 歐洲(紐倫堡)壓鑄工業展(2024年1月16日至18日)開展之際,主辦方組織專家評選出“2024年歐洲鋁壓鑄獎”。
鉆機變速箱殼體
說明鑄件的設計、鑄造和造型要求及其功能,包括裝配部件:
鉆機控制高度調節的機械變速箱安裝在鋁壓鑄外殼中。
設計、鑄造和造型要求:
殼體不得有任何缺陷(如冷流),屬于100%可見件。使用六個滑閥芯進行壓鑄生產,其中兩個滑閥芯通過液壓阻擋另外兩個滑閥芯,以便生產出符合尺寸的內孔。
為什么要用壓鑄件制造?
外殼以前是用"實心"材料銑削加工而成的。客戶對壓鑄件的優勢深信不疑。此外,通過改變工藝不僅節省了材料,還通過調整/優化原始設計進一步減輕了30%的重量。
為什么該部件能獲得歐洲壓鑄獎?
?重量優化鑄造。節省材料 -> 減少碳足跡。
?替代其他制造工藝 -> 減少加工過程中產生的廢物/廢料。
?對模具概念的要求并不低。
技術數據:
?長度:160 毫米
?寬度:120 毫米
?高度:120 毫米
?重量:787 克
合金:AlSi9Cu3(Fe)
提交公司:Matthies Druckguss GmbH
混合材料儀表板的支撐結構
.jpg)
說明鑄件的設計、鑄造和成型要求及其功能,也適用于裝配部件:
轉向柱區域儀表板的中央部件|極端氣候條件下的高要求(-35°C/+80°C)|安全性(螺紋連接,如轉向柱/膝部安全氣囊)|重量要求(=>以前的 Mg)。
設計、鑄造和成型要求:
通過采用多板模具技術直接澆鑄,減少流道 | 通過創新的模具運動學,拆除澆口系統 | 通過減少壁厚,用鋁代替鎂,重量不變(功能優化設計,而不是流道優化設計)。
為什么要采用壓鑄制造?
?壁厚大于 2 毫米時的高復雜性和功能要求(如尺寸精度、表面質量)。
?與鋼管結構相比具有重量優勢,與純塑料結構相比具有更高的剛性。
?與其他制造工藝相比,大批量生產具有成本優勢。
?與鎂相比(原材料和供應商市場有限,工藝相關成本高),鋁具有成本優勢。
為什么該部件能獲得歐洲壓鑄獎?
?創新的 4 板模具技術使壁厚達到 1.5 毫米。
?由于采用了第4塊模板,鑄件和澆口系統的脫模得到了優化,并具有可重復性。
?減少流道和造型面積 => 在現有系統上實現更大的部件。
?用鋁代替鎂(與鎂相比,二氧化碳排放量減少 75)。
?提高了職業安全性(降低了鑄造和加工過程中的火災風險) 。
技術數據:
?長度:630 毫米
?寬度:436 毫米
?高度:355 毫米
?重量:3135 克
合金:AlSi10MgMn
提交公司:寶馬集團蘭茨胡特工廠
GE388外殼
說明鑄件的設計、鑄造和造型要求及其功能,包括裝配部件:
該組件有大量的預鑄密封面和眾多的磁電樞鐵芯,在鑄造技術方面相當復雜;該組件的密封要求也非常高。
設計、鑄造和成型要求:
完成鑄造的密封面、高密封要求、12 個磁性電樞鐵芯 -> 要求良好的填充性、復雜的模具和帶有零件鑲件的滑塊幾何形狀、帶有許多噴射冷卻器的復雜冷卻方式。
為什么采用壓鑄制造?
結構輕巧,大批量生產成本低,減少機加工。其他制造工藝無法實現。
為什么該部件值得獲得歐洲壓鑄獎?
設計復雜度高,部件有許多大型預鑄密封面和 12 個磁電樞鐵芯,模具設計和布局費時費力,因為即使在滑塊區域也有多個部件鑲件。
技術數據
?長度:360 毫米
?寬度:192 毫米
?高度:140 毫米
?重量:4115 克
合金:AlSi12Cu1(Fe)
提交公司:alupress AG
GU101 外殼底座--焊接在蓋板上的集成冷卻通道和預制密封面
.jpg)
說明鑄件的設計、鑄造和成型要求及其功能,也包括裝配部件:
由于是電子元件,對清潔度的要求非常高。
要求有非常好的微觀結構,特別是在焊縫區域,但在圓周密封面區域也是如此,因為這是完全澆鑄的。內側用于自攻螺釘的圓頂(第 71 個)也是完全澆鑄的。
設計、鑄造和成型要求:
焊接幾何形狀的設計和焊接區域的填充至關重要。
考慮鑄造模具的焊接模擬結果。有必要對焊接過程進行多次模擬,以便從一開始就將防止焊接變形的措施納入模具設計中。
自攻螺釘型芯的近輪廓冷卻。
有多種滑軌可供選擇。
為什么采用壓鑄件生產?
減少機械加工,節省成本,適合大批量生產。
為什么該部件能獲得歐洲壓鑄獎?
?焊縫區域的微觀結構要求特別高。
?嚴格的工藝公差,確保穩定的鑄件質量(微觀結構)。
?預鑄了 70 多個自攻螺釘孔。型芯大部分采用近輪廓冷卻設計。
?精加工的鑄造密封面。
?通過節省加工時間實現成本效益(鑄造近凈功能表面)。
技術數據:
?長度:418 毫米
?寬度:342.6 毫米
?高度:87.3 毫米
?重量:3505 克
合金:AlSi12 (Fe)
提交公司:alupress AG
過橋 iX1
.jpg)
說明鑄件的設計、鑄造和成型要求及其功能,也包括裝配部件:
電動汽車前端與碰撞有關的復雜安全部件,用于安裝電動機和其他裝置,如壓縮機和電壓變壓器。對動態剛度(LDAS)有很高的要求,以獲得最佳的振動性能(NVH),并在考慮到運行穩定性、濫用和碰撞等負載的情況下,將部件重量降到最低。安裝空間有限。
設計、鑄造和成型要求:
由于采用了壓鑄工藝,開放式輪廓帶有加強筋,這些加強筋根據拓撲優化排列。盡管橫截面是開放式的,但整體剛度非常高,同時具有很強的能量吸收能力,重量比原來減輕了約 30%。在某些情況下,需要創建深而窄的凹槽,這對鑄造技術來說非常具有挑戰性。由于與相鄰部件之間存在無數接口,因此必須從結構和鑄造技術兩方面對這些連接點進行優化,以確保達到最佳質量。
為什么采用壓鑄技術?
電動汽車的成本壓力越來越大,因此需要具有成本效益的制造工藝。封閉橫截面可獲得極高的剛度值,但需要額外的型芯。只要必要的肋條不會不必要地增加重量,且材料性能符合組件要求,壓鑄等無芯制造工藝就是首選。
為什么該部件能獲得歐洲壓鑄獎?
?成功實現了與碰撞和安全相關的壓鑄部件,適用于具有多重要求的高壓力應用領域
?在早期開發過程中,成功實施了內部開發和驗證的具有代表性系列特性的材料卡,從而在開發循環(精確和快速開發)中實現了目標
?僅通過設計優化就減輕了 30% 的重量,同時滿足了產品負載規范的要求
?創新的拓撲優化肋條設計,在實現高剛性的同時,還能在發生碰撞時實現必要的變形和能量吸收。
?盡管流道較長、壁厚只有2毫米,并且使用了高達80%的再生鋁,但對鑄造質量要求極高的安全部件。
技術數據:
?長度:831 毫米
?寬度:543 毫米
?高度:146 毫米
?重量:13700 克
合金:AlSi10MnMg
提交公司:Nemak Europe GmbH 尼馬克歐洲有限公司
油冷卻器蓋
.jpg)
說明鑄件的設計、鑄造和造型要求及其功能,也包括裝配部件:
挑戰是將一個永久鑄模部件轉換為壓鑄件。
該壓鑄件有兩個大水道,是用鹽芯形成的。壓鑄件的年產量大于10萬件,大大降低了成本,減輕了重量。
設計、鑄造和造型要求:
兩個復合鹽芯的模塑 - 包括高密封性要求。
為什么要進行壓鑄生產?
節約成本、減輕重量。
該部件為何能獲得歐洲壓鑄獎?
該部件采用鹽芯技術從永久模鑄造轉為壓鑄,自 2022 年起開始批量生產。
技術數據:
?長度:550 毫米
?寬度:300 毫米
?高度:170 毫米
?重量:4000 克
合金:226
提交公司:榮海爾鑄造部 Gnutti Carlo 集團
本文內容來自:輕量化技術網
.jpg)
.jpg)
.jpg)
.jpg)