.png) 原標題:大型壓鑄機壓射系統保壓狀態靜態結構力學仿真分析 摘要 壓射系統作為壓鑄機的關鍵系統,生產過程包含快壓射、慢壓射、減速以及保壓四個階段。其中保壓階段壓射系統近似承受靜態載荷,是系統受力最大的階段,對該階段進行研究具有重要意義。本文將壓鑄機壓射系統拆分為三大部分,分別為壓射室部分、液壓缸部分以及增壓缸部分,基于有限元方法對其進行了保壓狀態下的靜態結構仿真,分析不同關鍵部件在保壓狀態的變形、應力與應變,并進一步針對壓射系統中的易損件沖頭進行不同尺寸的仿真分析,探究其影響規律。 壓力鑄造作為一種高效的精密鑄造方法,因其生產速度快,鑄件尺寸精度高且表面光滑等優點,在汽車、航空航天、機械、電子、醫療器械、數碼產品、通信設備、精密儀器儀表和家電等領域被廣泛應用。壓鑄機作為壓鑄生產過程中最重要的技術裝備,其性能的優劣直接決定了壓鑄產品的質量,生產的效率以及生產運行的成本。根據壓射室受熱條件的不同,壓鑄機被分為熱室壓鑄機和冷室壓鑄機兩類。熱室壓鑄機的壓射室與坩堝裝在一起,壓射室置于熔爐金屬液中,壓射系統安裝在金屬熔爐的上方。而冷室壓鑄機的壓射室與坩堝各自獨立,在壓鑄生產時利用自動給湯機的機械手將金屬液從坩堝中送入壓射室進行壓鑄。冷室壓鑄機又根據其機械機構,模具放置位置和方向,以及壓射室的工作條件可分為立式冷室壓鑄機、臥式冷室壓鑄機和全立式壓鑄機三類。其中,臥式冷室壓鑄機由于壓射力較大,操作簡單方便,易于維修和實現自動化,在壓鑄機行業中應用較為廣泛。臥式冷室壓鑄機通常由機架、合模系統、壓射系統、電氣控制系統、液壓傳動控制系統和周邊設備等六部分組成,其每一部分都對壓鑄機起重要的作用。 壓射系統是將熔融金屬液注入壓鑄模具型腔進行充填成形的裝置,是壓鑄機對壓鑄產品質量影響最重要和最直接的部分。壓射系統的性能直接決定了壓鑄機的鑄造壓力、壓射速度和增壓壓力等重要參數,并最終影響壓鑄產品的性能與品質。Zhai等對壓射系統的液壓原理進行了研究,并通過調整系統各部分的運行參數以及對得到的仿真數據進行處理,建立了壓射系統的仿真模型,并建立了一套由數據驅動的壓鑄機壓射系統智能監控系統。鐘建輝等針對壓鑄機壓射時壓射速度與插裝閥閥芯位移量關系理論模型誤差大的問題,提出了一種基于時間序列數據驅動的壓鑄機壓射速度系統的機理模型,可較準確地預測閥芯位移量。仿真模擬在一定程度上可以反映機械運行的實際情況,并可據此在機械設計階段進行優化調整。李葳等建立了壓射系統中增壓部分的數學模型,分析了影響壓鑄機增壓過程中壓力飛升速度的因素,提出了提高壓力飛升速度的一系列方法,并用AMESim仿真軟件進行了驗證。Jadhav等采用數值模擬仿真的方法對冷室壓鑄機的壓射系統進行了優化設計,并通過修改冷卻系統的位置達到了提高壓鑄機使用壽命的目的。王會剛等采用有限元方法,對壓鑄機送料過程中沖頭與熔缸之間的摩擦進行了仿真分析,為研究沖頭磨損和提高沖頭壽命提供了有力的支持。 壓射系統在完成壓射工作時會經歷慢壓射、快壓射、減速以及保壓四個過程,其中保壓階段是壓射系統中受到壓鑄機液壓系統最大作用力的階段,對于壓鑄系統各部件的使用影響較大。因此對該階段壓射系統各部件進行靜態結構仿真分析,可以推測出實際生產中最易受損變形的部件位置,據此可以進一步在壓鑄機的設計階段進行針對性的優化設計,以達到提高其使用性能的目的。本文將壓鑄機壓射系統拆分為三大部分:第一部分是壓射室部分(包括壓射室與沖頭);第二部分是液壓缸部分(包括液壓缸、液壓缸活塞以及液壓缸活塞桿);第三部分是增壓缸部分(包括增壓缸、增壓缸活塞以及增壓缸活塞桿)。分別對上述三大部分進行保壓狀態下的靜態結構仿真,分析其變形、應力和應變等。并針對壓射系統中的易損件沖頭,單獨進行不同尺寸的對比研究,探究其影響規律,選出更優的沖頭尺寸參數。 1壓射系統的原理分析 典型的壓鑄機壓射系統剖視圖如圖1所示,其中包括快壓射蓄能器、增壓蓄能器、液壓閥、活塞、活塞桿、壓射沖頭和壓射室等。目前大型壓鑄機的壓射系統具備四級壓射,分別為慢速壓射階段、快速壓射階段、減速階段和保壓階段。壓鑄機慢速壓射階段壓射速度較慢,快壓射蓄能器開始加壓,蓄能器液壓閥打開,液壓油進入壓射腔內推動壓射腔內的活塞運動,與活塞相連的沖頭以較低的速度通過壓射澆口。該階段是將壓射室內的熔融金屬液緩慢推過澆道,以免速度過快導致金屬液中卷入空氣而影響鑄件質量。壓射系統快速壓射階段壓射速度較快,當沖頭經過澆口后,快壓射蓄能器的液壓閥全部打開,壓力液體快速進入壓射腔,從而壓射沖頭也快速推動金屬液進入模具型腔。該階段速度較快,金屬液可以在其凝固前快速充滿型腔,避免速度過慢造成充型不充分。減速階段為減速結束增壓開始,目的是減小型腔在充滿時的沖擊,可以減小飛邊,減少模具損耗。壓射系統保壓階段不間斷地給金屬液施加穩定高壓,高速階段結束后快壓射蓄能器液壓閥關閉,增壓蓄能器液壓閥打開,增壓蓄能器中的高壓液體進入增壓腔,推動增壓活塞和活塞桿,經過壓射腔的壓力傳遞,將壓力作用到金屬液上,在強大的壓力作用下維持一段時間。該階段可以將前兩個過程中金屬液中卷入的氣泡經過高壓作用而消散并加速產品凝固成形,對提高鑄件的品質有很大作用。
圖1 典型的壓射系統剖視圖 2壓射系統三維建模及靜力學仿真設置 2.1 壓射系統三維建模 壓射系統主體部分大致分為三個部分:壓射室部分(包括壓射室與沖頭)、液壓缸部分(包括液壓缸、液壓缸活塞以及液壓缸活塞桿)、增壓缸部分(包括增壓缸、增壓缸活塞以及增壓缸活塞桿)。使用SIEMENS NX 1899軟件將上述三部分分別進行三維建模,并完成裝配。圖2所示為本研究簡化后的用于數值模擬仿真的壓射系統三部分的裝配數值模型。
圖2 壓射系統裝配數值模型 壓射室部分具體尺寸如圖3所示,液壓缸部分具體尺寸如圖4所示,增壓缸部分具體尺寸如圖5所示。
圖3 壓射室部分數值模型
圖4 液壓缸部分數值模型
圖5 增壓缸部分數值模型 2.2 靜力學分析 在壓鑄生產過程中,壓鑄機的合模系統首先合模,使模具處于壓緊狀態,然后利用壓射系統將金屬液壓射至模具型腔中。在這一壓射過程中,壓射系統經歷了慢壓射、快壓射、減速和保壓的過程。而在生產過程中,保壓的時間較長,因此,在保壓過程中可以將壓射系統看作是一個承受靜載荷的過程,可以簡化為靜力學方程進行求解。 利用四面體單元劃分網格,建立壓鑄機壓射系統的有限元模型。四面體滿足彈性力學的基本假設,離散后的壓鑄機壓射系統的靜力學方程為:
式中:[K]為整體結構剛度矩陣,可表示為:
式中:
式中:{u}為結構上各離散點的位移向量;{R}為結構中所受外力的向量;{D}為材料的彈性矩陣;{B}為單元的幾何矩陣。 2.3 壓射保壓狀態仿真 將在SIEMENS NX 1899軟件中建立的三維模型分模塊進行文件導出,包括:①壓射室部分的裝配體;②液壓缸部分的裝配體;③增壓缸部分的裝配體。采用ANSYS Workbench中的靜態結構模塊進行仿真模擬。操作步驟大致分為以下內容。 (1)導入三維模型文件,進行結構材料選擇。沖頭、液壓缸活塞以及增壓缸活塞選擇材料為球墨鑄鐵QT500-7;壓射室、液壓缸以及增壓缸選擇材料為H13熱作模具鋼;液壓缸活塞桿和增壓缸活塞桿選擇材料為45號鋼。材料的具體參數如表1所示。
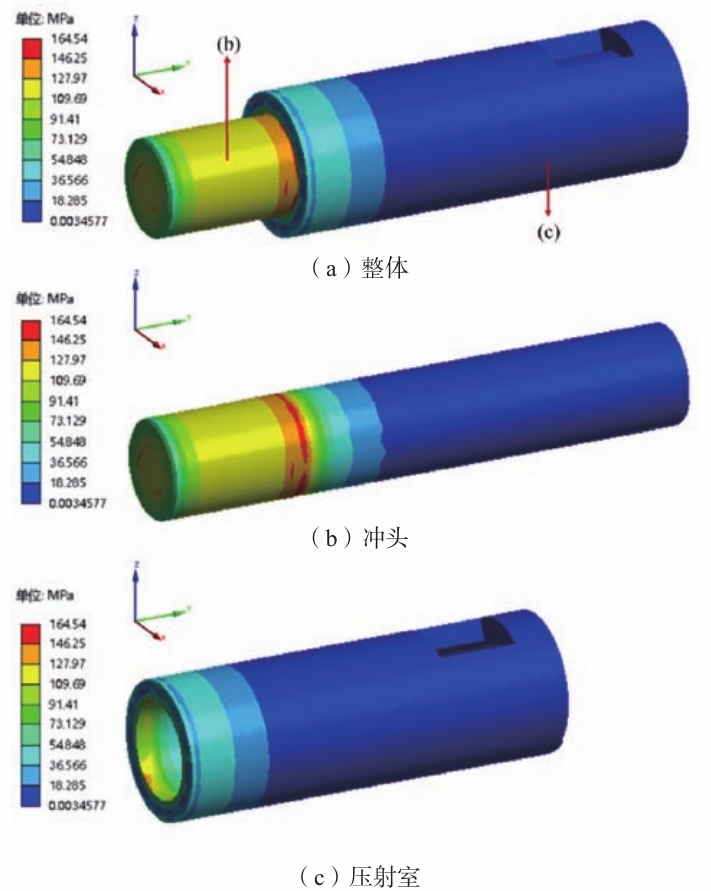
表1 材料參數 (2)設置合理的網格大小及種類進行網格劃分,得到三維模型的有限元分析模型:進行網格劃分,將壓射室、沖頭和液壓缸活塞桿設置網格大小為30 mm,對液壓缸、液壓缸活塞、增壓缸和增壓缸活塞等薄壁部件進行更小尺寸的網格劃分,設置其網格大小為20 mm。統計所得壓射室部分網格節點數為155515個,網格單元為69534個;液壓缸部分網格節點數量為310949個,網格單元數量為125653個;增壓缸部分網格節點數量為310949個,網格單元數量為125653個。 (3)根據各部件受力情況進行受力設置以及邊界約束等條件:各部件均受到標準重力,重力加速度為9.8 m/s²;沖頭右端與其他部件剛性連接設置為固定支撐約束;壓射室、液壓缸、增壓缸、定模板及基座等部件固定,設置為固定支撐約束;壓射保壓過程中,沖頭與金屬液接觸端受到最大保壓力,液壓缸活塞與增壓缸活塞受到來自增壓蓄能器帶來的最大保壓壓力,該三部分接觸面均施加100 MPa的壓力。添加求解模塊(包括變形分析、應力以及應變分析),進行求解計算,并對計算結果進行后處理分析。 3增壓保壓狀態靜力學計算結果分析 3.1 壓射室部分變形、應力、應變分析 壓射室部分的變形云圖如圖6所示。對于沖頭部分,沖頭在與金屬液接觸的部分變形最大,達到0.286mm,變形量從左往右逐漸減小,當超過沖頭長度1/6左右時,變形量降低為0.01 mm左右。這一結果為沖頭設計提供了指導,沖頭既要求有高的熱強性,又要求有高的冷熱疲勞抗力,沖頭部分的材料應使用更為耐熱、耐磨及強度更高的其他材料。為保證沖頭的高強度和高耐性,沖頭制造的工藝流程應該為:鍛造,消除應力回火,粗加工,淬火,精加工。沖頭的長度可取為整桿長度的1/6左右,也就是300 mm左右,沖頭桿的長度取值大約為1 700 mm。對于壓射室,由于其與壓鑄機的定模板剛性固定,設置為固定支撐約束,因此壓射室在保壓過程中變形量較小,最大變形處僅為0.064 mm,產生在壓射室最左端的位置。
圖6 壓射室部分總變形云圖 壓射室部分的等效應力云圖如圖7所示。可以看出,沖頭在距離左端1/4位置,也就是保壓狀態下與壓射室最左端接觸的位置產生的等效應力最大,其值為164.5 MPa。從沖頭與壓射室左端接觸點開始,向左逐漸減小,端點處最小等效應力值為62.8 MPa,向右也逐漸減小,最小值為0.003 MPa。壓射室等效應力最大值出現在左端面的內徑處,其最大等效應力值為146.3 MPa,往右逐漸減小,當距離左端點距離大致為壓射室整體長度的1/6時,達到最小的等效應力值,為0.003 MPa。
圖7 壓射室部分等效應力云圖 壓射室部分的等效應變云圖如圖8所示,可以看出,沖頭在與壓射室左端接觸的地方出現最大的等效應變值為0.000 85 mm/mm。從沖頭與壓射室左端接觸點開始,向左逐漸減小,端點處最小等效應變值為0.000 28 mm/mm,向右也逐漸減小。壓射室等效應變最大值出現在左端點處,其最大等效應變值為0.000 76 mm/mm,往右逐漸減小,當距離左端點距離大致為壓射室整體長度的1/6時,達到較小的等效應變值,大致為0.000 19 mm/mm。
圖8 壓射室部分等效應變云圖 3.2 液壓缸部分變形、應力和應變分析 液壓缸部分產生的變形云圖如圖9所示。液壓缸由于處于固定支撐約束,因此其變形幾乎為零,可以忽略不計。液壓缸活塞桿受到來自液壓缸活塞傳遞過來的增壓力,在右端產生了變形。液壓缸活塞桿在與液壓缸活塞接觸的地方所產生的變形最大,達到了0.141 mm,僅在中心部位的較小面積范圍內達到了最大變形值。在右端接觸面上,沿著徑向方向向外,變形值逐漸減小,在最外圈達到最小值,約為0.088mm。在液壓缸活塞桿的長度方向上,變形量從右至左逐漸減小。液壓缸活塞由于受到來自右端增壓缸活塞桿的壓力,因此產生變形。液壓缸活塞與增壓缸活塞桿接觸的部分產生的變形最大,最大值為0.158 mm。沿著液壓缸活塞右端面的徑向方向向外,變形量逐漸將減小,活塞外圈部分產生的變形為0.035 mm。
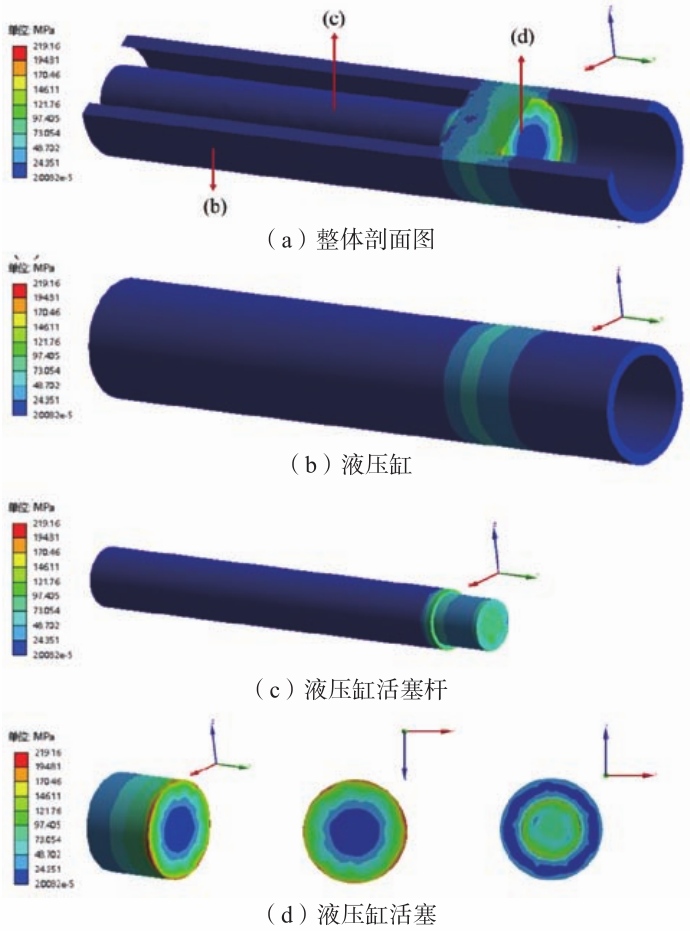
圖9 液壓缸部分總變形云圖 液壓缸部分產生的等效應力云圖如圖10所示。液壓缸整體所受等效應力較小,最大等效應力出現的地方為液壓缸與液壓缸活塞接觸的地方,其最大值僅為73.1 MPa。液壓缸活塞桿受到來自右側液壓缸活塞傳遞的壓力,作用在液壓缸活塞桿的右端面。在端面上,等效應力由中心往外減小,中心處最大應力值為121.8 MPa,外直徑位置的最小應力值為70.3 MPa。
圖10 液壓缸部分等效應力云圖 應力沿桿的長度方向驟然減小。當距離右端面為整桿長度 的1/10時,應力值就減小到最小值,大約為0.2 MPa。液壓缸活塞右端受到增壓缸活塞桿的壓力,其等效應力從中心往外徑方向向外逐漸增大,活塞右端面中心處最小等效應力為24.4 MPa,邊緣處最大等效應力值為219.2 MPa。液壓缸活塞左端與液壓缸活塞桿接觸,其等效應力從中心處往外徑方向先減小后增大,中心處等效應力大小為121.8 MPa,然后減小到52.2 MPa,到達邊緣處時,其達到最大等效應力,約為170.5 MPa。 液壓缸部分所受等效應變云圖如圖11所示。液壓缸整體的等效應變較小,在與液壓缸活塞接觸的地方出現最大值0.000 39 mm/mm。液壓缸活塞桿右端面的等效應變由中心處往外逐漸減小,中心處等效應變為0.000 51 mm/mm,邊緣處等效應變為0.000 39 mm/mm。在液壓缸活塞桿長度方向上,距離右端面距離為整桿長度的1/10時出現最大值,大約為0.000 64 mm/mm。液壓缸活塞的右端面的等效應變值從中心處往邊緣處逐漸增大,中心處最小等效應變值為0.000 13 mm/mm,邊緣處最大等效應變為0.001 16 mm/mm。液壓缸活塞接觸液壓缸活塞桿的左端面,活塞的等效應變值先減小后增大,中心處的等效應變為0.000 63 mm/mm,然后減小為0.000 34 mm/mm ,再增大,到邊緣處時最大應變值為0.000 89 mm/mm。
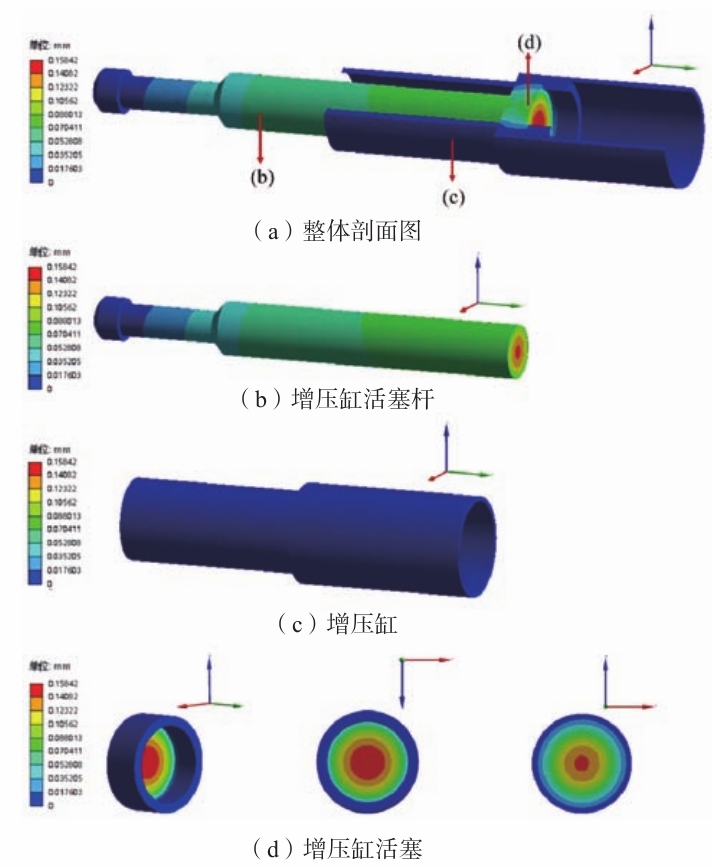
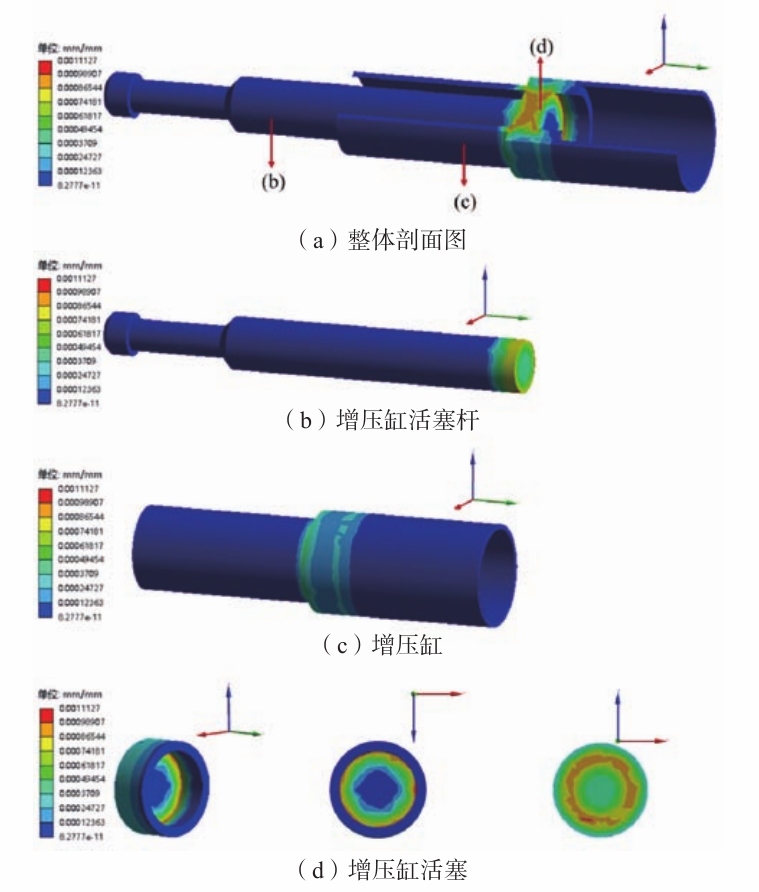
圖11 液壓缸部分等效應變云圖 3.3 增壓缸部分變形、應力和應變分析 增壓缸部分產生的總變形云圖如圖12所示。增壓缸活塞桿右端受到來自增壓缸活塞傳遞過來的壓力,在右端面產生了最大變形,達到了0.158 mm,僅在中心較小面積范圍內達到了最大變形值。在增壓缸活塞桿的右端面上,沿著徑向方向向外,變形量逐漸減小,在最外圈達到最小值,約為0.089 mm。在增壓缸活塞桿的長度方向上,變形量從右至左逐漸減小。增壓缸由于與壓鑄機機座保持剛性固定,因此其外接觸面設置為固定支撐約束,其變形量幾乎為0。增壓缸活塞右端面受到來自右端液壓油的壓力,產生最大變形值0.158 mm,最大變形涉及范圍大致為增壓缸活塞桿的截面積。增壓缸活塞左端面與增壓缸活塞桿進行接觸的部分同樣達到了最大變形值0.158 mm,但其最大變形涉及的面積范圍明顯小于活塞右端面,沿著活塞左端面的徑向方向向外,變形量逐漸減小,活塞外圈部分產生的變形幾乎為0。
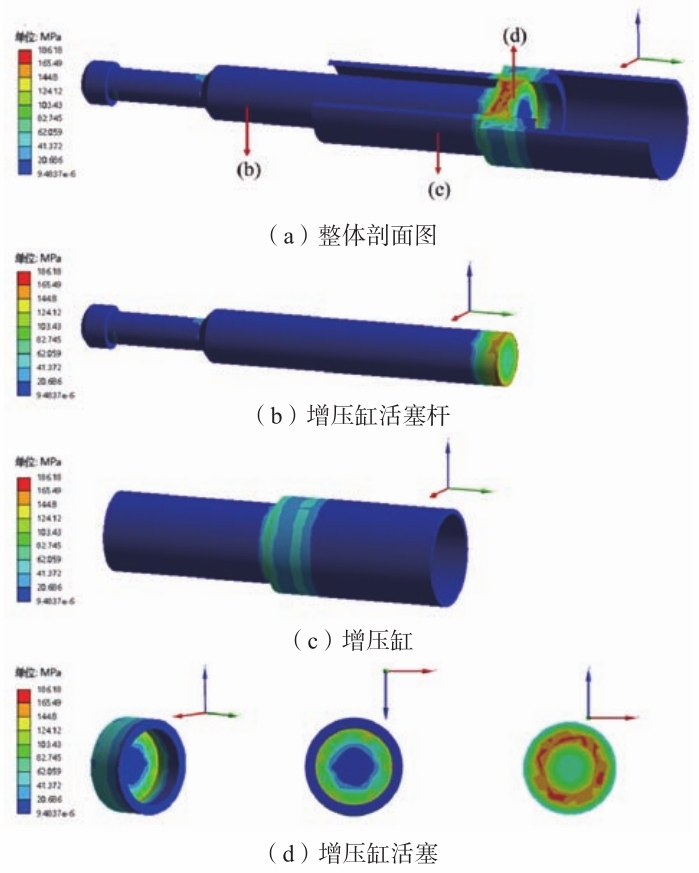
圖12 增壓缸部分總變形云 增壓缸部分所受等效應力云圖如圖13所示。增壓缸活塞桿受到來自右側增壓缸活塞傳遞的壓力,作用在增壓缸活塞桿的右端面。在活塞桿右端面上,等效應力由中心往外增大,中心處最小應力值為62.1MPa,外直徑位置的最大應力值為165.5 MPa。等效應力沿桿的長度方向驟然減小。當距離右端面為整桿長度的1/12時,應力值減小到最小值。增壓缸的等效應力在兩管連接處最大,等效應力最大值為53.6 MPa。增壓缸活塞受到來自增壓蓄能器產生的液壓力,作用在活塞右端面上,等效應力的分布情況為由中心往外逐漸增大,中心最小值為16.8 MPa,邊緣處最大應力值為152.4 MPa。增壓缸活塞左端面與增壓缸活塞桿接觸。由等效應力圖分析可知,活塞左端面接觸活塞桿的端面,最大等效應力出現在增壓缸活塞桿橫截面外圈直徑的位置,其最大值達到186.2 MPa。從活塞對應于活塞桿外圈直徑的位置,沿徑向方向往內逐漸減小,增壓缸活塞的中心位置所受的等效應力大小為41.4 MPa;沿徑向方向往外也逐漸減小,增壓缸活塞的外圈位置所受的等效應力大小為103.3 MPa。
圖13 增壓缸部分等效應力云圖 增壓缸部分所受等效應變云圖如圖14所示,增壓缸活塞桿右端面的等效應變由中心處往外逐漸增大,中心處等效應變為0.000 37 mm/mm,邊緣處等效應變為0.000 98 mm/mm。增壓缸應變最大值出現在兩管相接觸的位置,最大等效應變值為0.000 74 mm/mm。增壓缸活塞右端接觸液壓油,等效應變的分布情況為由中心往外逐漸增大,邊緣處最大等效應變值為0.00109 mm/mm。增壓缸活塞左端的最大等效應變出現在與增壓缸活塞桿右端外圈接觸的圓上,最大等效應變為0.001 11 mm/mm。活塞接觸活塞桿的端面,從壓射桿外圈直徑的位置,沿徑向方向,由內逐漸減小,增壓缸活塞的中心位置所受的等效應變大小為0.000 35 mm/mm;沿徑向方向,由外也逐漸減小,增壓缸活塞的外圈位置所受的等效應變大小為0.000 58 mm/mm。
圖14 增壓缸部分等效應變云圖 3.4 沖頭尺寸的影響 經計算結果以及生產實踐經驗知道,壓鑄機的沖頭和壓射室是壓鑄機重要的組成部分,尤其是沖頭,在壓鑄送料過程中最容易失效。沖頭的長徑比是影響沖頭使用性能的重要因素之一,因此需要對其進行重點研究。沖頭尺寸已進行模擬計算的具體尺寸為長度2 000 mm,直徑360 mm,所對應的壓射室尺寸為:長度1 500 mm,外徑520 mm,內徑360 mm。另設計了不同尺寸的沖頭參數,并配合沖頭直徑,相應改變了壓射室內徑,保持壓射室厚度不變的情況下,相應調整壓射室的外徑,沖頭與壓射室的具體尺寸參數如表2所示。
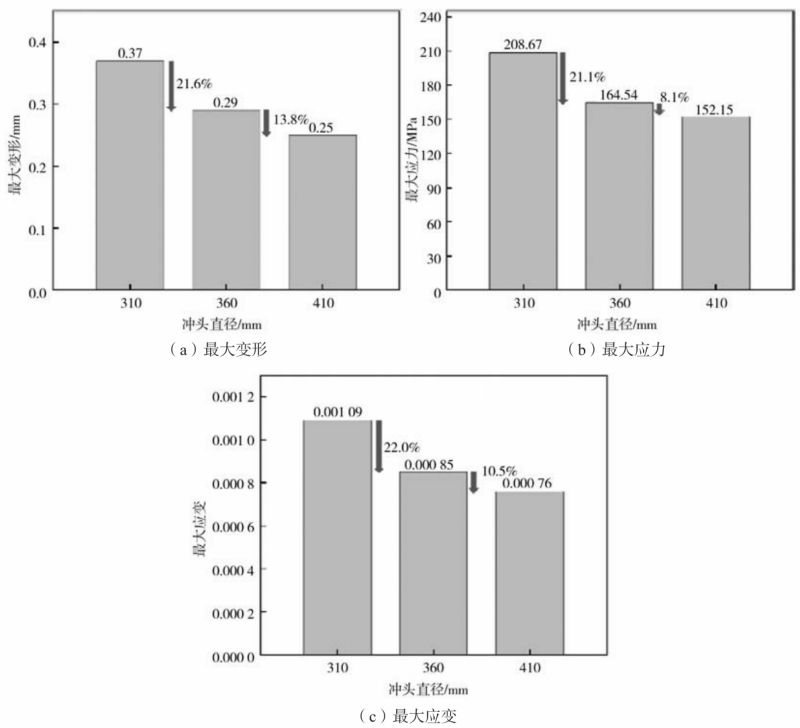
表2 壓射室、沖頭尺寸參數 對不同尺寸的沖頭和壓射室進行相同的受力設置,在相同的受力情況下(以組別2沖頭橫截面積乘以壓強100 MPa計算所得值為三組的共同受力值)進行模擬計算,組別1沖頭處換算壓強為134.86 MPa,組別2為100 MPa,組別3為77.10 MPa。如圖15所示為不同尺寸的沖頭的變形、應力和應變柱狀圖。由計算結果分析可知,隨著沖頭直徑的增大,沖頭產生的最大變形、最大應力以及最大應變均呈現減小的趨勢。沖頭直徑從310 mm增加到360 mm,沖頭產生的最大變形從0.37 mm減小到0.29 mm,減小了21.6%;最大應力從208.67 MPa減小到164.54 MPa,減小了21.1%;最大應變從0.001 09 mm/mm減小到0.000 85mm/mm,減小了22.0%。而當沖頭直徑從360 mm增大到410 mm,沖頭最大變形只減小了13.8%,最大應力減小8.1%,最大應變減小10.5%。由此可以看出,相同的受力情況下,進一步增大沖頭直徑,雖然會進一步減小沖頭所產生變形、應力以及應變,但其減小的幅度明顯降低。且進一步增大沖頭尺寸,會相應導致壓射室尺寸增大,從而帶來生產成本上升的問題。因此,在本研究中,綜合考量選擇360 mm為更優的尺寸,因為該尺寸在明顯降低了變形和應力應變值的基礎上,還保證了一定的經濟適用性,控制了成本。
圖15 不同直徑沖頭所受最大變形、最大應力以及最大應變的變化。 4結論 (1)沖頭的最大變形出現在與金屬液接觸的部分,達到0.286 mm,最大應力以及最大應變出現在沖頭與壓射室左端接觸的地方,分別為164.54 MPa和0.000 85 mm/mm。 (2)液壓缸活塞的最大變形出現在與右端增壓缸活塞桿接觸的地方,達到0.158 mm,最大等效應力以及最大等效應變從活塞中心往外徑方向逐漸增大,邊緣處最大等效應力值以及最大等效應變值分別為219.16 MPa和0.001 16 mm/mm。 (3)增壓缸活塞的最大變形、最大等效應力以及最大等效應變均出現在活塞與活塞桿接觸的部分,最大變形值為0.158 mm,沿著活塞的徑向方向向內,變形量將逐漸減小,向外也逐減小。 (4)沖頭的最大變形、最大應力以及最大應變均隨沖頭直徑的增大而減小,但降低的幅度較小。綜合考量最佳的沖頭直徑取值為360 mm。 作者:
林兆富 徐慧 夏偉 王慶文 本文來自:鑄造雜志,《壓鑄周刊》戰略合作伙伴 |
.png)
.png)
.png)
.png)
.png)
.png)
.png) 為單元的剛度矩陣,可表示為:
為單元的剛度矩陣,可表示為:.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)