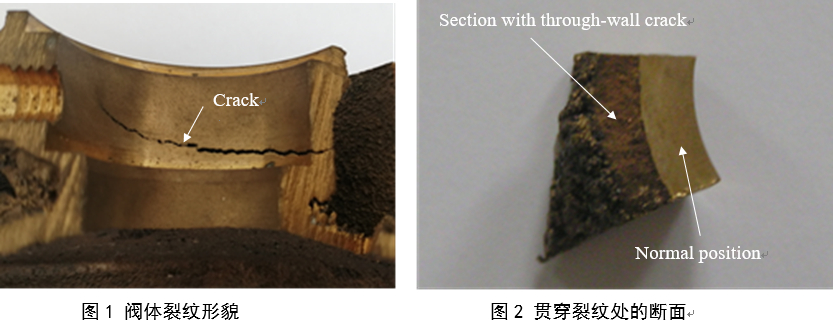
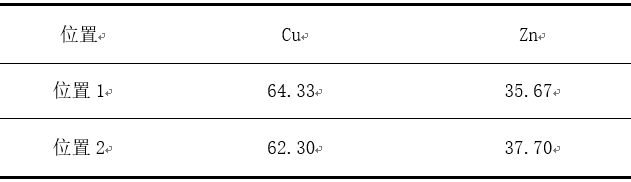
 摘 要:CuZn36Bi0.8鉍黃銅低壓鑄造閥體零件在后續機械加工過程中出現大量開裂現象,采用掃描電鏡及能譜分析方法對低壓鑄造鉍黃銅閥體零件開裂的原因進行分析。結果表明,鉍黃銅閥體零件發生開裂的主要原因是在低壓鑄造時Bi元素發生了嚴重的區域偏析。在低壓鑄造時,可采用控制凝固時金屬液的對流速度,增大冷卻速度等方法來減輕或預防鉍黃銅閥體零件發生區域偏析。 鉛黃銅具有優良的切削性能和良好的物理、化學及力學性能,并且生產成本低,因此被廣泛應用于各種領域中,如儀表零件、水管、水龍頭、閥門等。但鉛黃銅在生產和使用過程中會污染環境,對人體健康產生危害,因此需要研發無鉛易切削黃銅。鉍與鉛的性質相近,可以在黃銅中起到類似的作用,獲得良好的切削性能,并且鉍是一種綠色金屬,無毒,對環境和人類沒有危害。某廠使用鉍替代鉛,采用低壓鑄造方法生產CuZn36Bi0.8鉍黃銅閥體零件,但該閥體零件在后續機械加工過程中出現大量的開裂現象,為了尋找出閥體零件失效的原因,本課題對出現裂紋的低壓鑄造鉍黃銅閥體零件進行了開裂原因分析。 1、試驗材料及方法 試驗材料為使用低壓鑄造方法制備的CuZn36Bi0.8鉍黃銅閥體零件,鉍黃銅閥體零件在機械加工過程中出現開裂現象,其宏觀形貌見圖1,在閥體的中部出現粗大裂紋,局部位置的裂紋已貫穿整個壁面。 在零件出現貫穿裂紋的部位進行取樣,見圖2,使用掃描電鏡對出現貫穿裂紋處的斷面進行觀察,并使用能譜儀對正常部位和貫穿裂紋處斷面進行成分分析。
2、試驗結果與分析 2.1 鉍黃銅閥體零件正常部位和貫穿裂紋處斷面的化學成分 使用掃描電鏡和能譜儀對鉍黃銅閥體零件的正常部位和貫穿裂紋處斷面的化學成分進行選區分析,結果見表1和表2。在使用能譜儀進行定性分析時,試驗所用的能譜儀的檢測下限約為0.1%。在閥體零件的正常部位處沒有檢測到Bi元素的存在,說明在所測正常部位區域Bi元素的含量<0.1%;而在閥體零件存在貫穿裂紋的斷面處Bi元素的含量為3%~4%。比較Bi元素在正常部位和存在裂紋部位的所測含量,說明鉍黃銅閥體零件在低壓鑄造時Bi元素發生了嚴重的區域偏析。
表1:鉍黃銅閥體零件正常部位處的化學成分wb/%
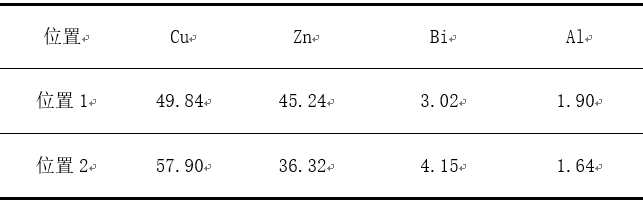
表2:鉍黃銅閥體零件存在貫穿裂紋處斷面的化學成分wb/% 2.2 鉍黃銅閥體零件存在貫穿裂紋處斷面的微觀形貌和微區成分 使用掃描電鏡對鉍黃銅閥體零件存在貫穿裂紋處的斷面進行觀測,其微觀形貌見圖3。在圖3中選擇3個點進行微區成分分析,結果表3。由3點的微區成分可見,閥體零件在存在裂紋處的斷面上,Bi元素的分布也不均勻,而且存在富鋅的區域和一些含有Al元素和Fe元素的相,在鉍黃銅中加入少量的Al可改善合金的鑄造性能,添加少量的Fe元素可以提高合金的強度。
圖3:閥體零件存在貫穿裂紋處斷面的微觀形貌
表3:鉍黃銅閥體零件存在貫穿裂紋處斷面的微區化學成分wb/% 2.3 鉍黃銅閥體零件開裂原因分析 CuZn36Bi0.8鉍黃銅閥體零件在低壓鑄造時Bi元素發生了嚴重的區域偏析,在Bi元素富集的區域,Bi元素的含量可達3%~4%(見表2)。一般當Bi元素的含量小于1.0%時, Bi元素以顆粒狀分布在α相與β相的相界上;當Bi元素的含量達到2.0%時, 其一般以塊狀分布在相界上;當Bi元素的含量超過2.5%時,其一般以連續膜的形式分布在相界上[5]。 Bi是脆性材料,其表面張力比鉛小,熔點也比鉛低,當Bi元素以連續膜的形式分布在黃銅中晶界或相界處時,低壓鑄造時的鑄造應力或后續機械加工時的加工應力,容易使鉍黃銅閥體零件開裂。 為防止鉍黃銅閥體零件發生開裂,需要在低壓鑄造時預防閥體零件出現區域偏析,可采用以下兩個措施: (1)在凝固開始階段,用加速液體對流的方法,可以細化晶粒,但在凝固過程中,應該使液體的對流運動停止。如果自然對流速度較大,應該外加磁場使對流運動停止,或者加入孕育劑細化枝晶組織,使流動阻力增加,從而減小對流速度,減小區域偏析。 (2)加大冷卻速度,縮短固-液兩相區的凝固時間。需要使凝固速度盡量增大,如降低鑄造溫度和鑄造速度,均會加快鑄件的冷卻速度,從而使區域偏析減輕。 3、結論 (1) 鉍黃銅閥體零件在低壓鑄造時Bi元素發生了嚴重的區域偏析。在Bi元素富集的區域,Bi元素容易以連續膜的形式分布在黃銅中晶界或相界處,在低壓鑄造時的鑄造應力或后續機械加工時的加工應力的作用下,鉍黃銅閥體零件容易出現開裂。 (2)在低壓鑄造時,可采用控制凝固時金屬液的對流速度,增大冷卻速度等方法來減輕或預防鉍黃銅閥體零件發生區域偏析。
作者: |

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)