.jpg) 原標題:某鋁合金橫梁半金屬型低壓鑄造工藝設計 摘要:以某鋁硅合金橫梁為研究對象,分析機床橫梁的結構特點、工作條件、材料特性及工藝要求,對橫梁進行了合理的半金屬型低壓鑄造工藝設計,在此基礎上,設計和制定了相應工藝參數,并運用Any-Casting進行了模擬分析。結果表明,該工藝不僅能滿足品質要求,還能通過在不同位置處增設冷卻水道并控制水流的進出順序及時間,對工藝進行改進,設計出利于最終鑄件綜合性能的順序凝固,減少鑄件中的缺陷,并且保證鑄件有較高的工藝出品率,成型鑄件品質好。 隨著制造業技術的發展,機床工況和結構越來越復雜,同時對各零部件的質量及精度要求也越來越高。橫梁作為滑板、主軸箱、滑枕等零部件的支撐結構,其好壞直接影響著機床的工作性能,這對制造工藝提出了較高的要求。由于低壓鑄造及金屬型鑄造的工藝特點,常用于要求較高的場合,其具有較好的充型及補縮效果,可用于較薄件及有色金屬件的鑄造。本課題結合低壓鑄造、金屬型鑄造、砂型鑄造的各工藝特點,對機床用橫梁進行了工藝設計并通過Any-Casting軟件進行分析模擬,為機床橫梁鑄件的生產提供參考。 1、橫梁結構特點及要求 橫梁鑄件三維造型及內部結構見圖1。最大外形尺寸為2480 mm×553 mm×278 mm,質量為78 kg,屬于中型鑄件;鑄件最小壁厚為6 mm,最大壁厚處達10 mm,鑄件整體壁厚較均勻,主要壁厚為6 mm,其壁厚基本均勻;頂部具有多個圓柱孔,小圓柱孔直徑為60 mm,大圓柱孔直徑為80 mm;底座具有階梯型方孔及通孔特征,底座與梁身之間具有加強筋。從圖1b可知,各壁面具有等距分布的加強筋,且上下面之間的加強筋與各壁面加強筋相錯連接,底部具有多個等距排列的方孔。因此是形狀復雜、壁厚均勻的薄壁鑄件。
圖1:橫梁三維圖 橫梁材質為ZL114A,化學成分見表1。體收縮率為 4.0%~4.5%。要求采用低壓鑄造,外型面采用鋼制模具。
表1:ZL114A化學成分 wb/% 2、鑄造工藝設計 2.1 工藝特性分析及工藝方案 該鑄件是機床用橫梁結構復雜,內部各交錯的加強筋之間不易成形,鑄件分型困難;長寬高比率大。根據鑄件技術要求及毛坯的尺寸,選取鑄件尺寸公差等級CT8;選取鑄件的質量公差為6級;起模斜度為0.5°。采用金屬型造型時,機械加工余量等級為D~F級,考慮到方便加工,根據零件圖紙各個加工面粗糙度要求均為Ra12.5及低壓鑄造的自上而下凝固,確定加工面的尺寸分別為:橫梁梁身垂直面加工余量為2 mm,水平方向上加工余量為3 mm;橫梁底座方槽及方孔部分的垂直面加工余量定位為3 mm,水平方向上加工余量為5 mm。 由于加強筋上有兩個Φ50 mm×15 mm的圓柱孔,若鑄造出來,則需要在上模中設計抽芯機構,這使得模具結構復雜,增加了設計成本,故兩個孔為不鑄出孔,采用機加工完成。 根據橫梁的結構特點和技術要求,最終確定采用金屬型低壓鑄造。橫梁的材質為ZL114A。鋁合金有嚴重的氧化和吸氣傾向,容易產生析出性氣孔、針孔,主要是水蒸氣分解產生的氣體造成的,因此一般需要提高鑄芯的剛度。芯部由于有交錯的加強筋,若采用無退讓性金屬型芯成型,型芯不能取出,故芯部采用砂芯成型。綜上所述,橫梁采用金屬型低壓鑄造,內部型腔采用砂芯成型,即半金屬型低壓鑄造。 2.2分型面選擇 結合低壓鑄造及金屬型鑄造的工藝特點及橫梁的結構特點,在最大平面處階梯分型,見圖2。該分型面的選擇方便造芯和砂芯的穩固定位,起模后鑄件留于包緊力較大的的上型中,便于鑄件的取出,方便下芯,降低工藝難度。
圖2:分型面的位置
2.3鑄型設計
圖:3鑄型結構 金屬型的厚薄影響鑄型的強度、剛度、質量、壽命和鑄型的蓄熱、鑄件的冷卻速度等。對于熔點較低的輕合金鑄件,鑄件壁厚一般較薄,此時鑄件冷卻速度主要決定于金屬型的蓄熱能力,因此,增加金屬型的壁厚可提高鑄件的凝固速度,但增加到一定厚度后,凝固速度逐漸減弱甚至消失,一般約為20 mm,金屬型的蓄熱能力對鑄件的凝固速度沒有多大影響了。鑄型壁厚選取參考值見表2,根據δ型=(2.5~3)δ件件計算得出壁厚為21 mm,綜合考慮其他因素,取δ型=40 mm。
表2:鑄型壁厚選取參考值 mm 2.4澆冒系統設計 根據鑄件的結構特點、尺寸、質量、技術要求、鑄造合金特性等,澆口位置設置見圖4(圖上部分),澆口位置位于橫梁底座,有利于鑄件兩側面的成型,減小澆不足、冷隔等缺陷,充型較快,縮短周期;橫梁工作面放置側面,以防這些表面上產生砂眼、氣孔和夾渣等缺陷。
圖4:澆口位置 由于鑄件體積較大,長高比大,且對鑄件質量要求較高,結合金屬型鑄造及低壓鑄造的工藝特點,橫梁采用底注式澆注系統,1個升液管、1個橫流道、16個分流道、16個內澆道的澆注系統澆注。金屬液通過布置在橫梁底部中心位置處的升液管進入橫流道,橫流道布置于橫梁底部中間,分流道別對應澆口位置設計。經計算,得出澆注時間為34.12 s,充型時間為12.6 s;內澆道形狀為圓形,內澆道出口的速度取12 cm/s,則內澆道的截面尺寸為523 cm2,截面圓的直徑為25.3 cm;內澆道截面尺寸確定后,根據截面積比A升:A橫:A內=(2~2.3):(1.5~1.7):1,得A升為1 203 cm2,A橫為889 cm2。橫澆道的截面為梯形,梯形上下底邊分別為24 cm、28.4 cm,高度為34 cm。升液管下部在金屬液中,上部與鑄型連接,是金屬液體流入型腔的通道,升液管的截面形狀為圓形,在靠近橫澆道位置處減小截面積提高充型壓力;截面圓直徑為40.6 cm,靠近截面處的錐形錐度為18°。對于鋁合金,升液管離坩堝底部的距離一般為50~100 mm。設計的升液管與澆道的連接方式見圖5。
圖5:升液管與澆道的連接方式
3、砂芯設計
圖6:砂芯三維圖
圖7:各段砂芯圖
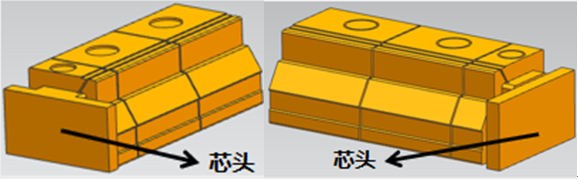
3.2砂芯芯頭及芯骨設計
圖8:芯頭設計 在砂芯中埋置芯骨,以提高其強度和剛度,材質選用圓鋼。
3.3砂芯的排氣 由于樹脂自硬砂制芯,因此,在設計、制造砂芯過程中,要注意砂芯的排氣,使砂芯中產生的氣體能夠從砂芯芯頭排出,見圖9。在管道砂芯內部埋入隨型的蠟線,蠟線熔出后得到彎曲的排氣道;中間砂芯部分用通氣針扎出排氣道。
圖9:砂芯排氣道的形式
4、鑄造工藝參數及模擬分析
表3:加壓過程各階段參數 (MPa)
模擬分析采用Any-casting 軟件進行,主要包括鑄件充型過程中的溫度場,充型時間,充型順序分析;凝固過程中溫度場、凝固時間、凝固順序分析,以及鑄件缺陷查看。導入橫梁、澆注系統的stl文件,進行三角形網格劃分,初次模擬的澆注溫度為710 ℃,模具預熱溫度為360 ℃。按表4設置充型的壓力,冷卻狀態為自然冷卻。模擬結果見圖10.
圖10:充型模擬過程 鑄件凝固過程模擬見圖11。可以看出,鑄件從上往下凝固,剛剛開始時,鑄件凝固較快,但整個梁身的冷卻時間比較集中,可能造成補縮不能順利進行,從而造成鑄件的不完整以及梁身的內應力達不到要求;到后期,由于鑄型的溫度有所增加,凝固較慢,靠近澆注系統處最后凝固;根據鑄件凝固過程模擬分析,鑄件內澆道處最先開始凝固,說明鑄件可以通過自身膨脹實現補縮;鑄件從頂部壁薄處開始凝固,壁厚處最后凝固。因此鑄件的凝固復合低壓鑄造原理,由此凝固順序及凝固時間可以驗證改工藝較合理。
圖11:鑄件凝固過程 鑄件模擬概率缺陷參數見圖12。可以看出,此種方案設計澆注產生的缺陷較少,主要集中在距離澆口較遠處,該處可能出現澆不注、縮孔、縮松等缺陷,但內部加強肋板基本沒有缺陷。通過以上模擬結果分析,鑄件壁最薄處鑄件最先凝固,壁較厚及最后靠近澆口位置處較后凝固,整體缺陷比較少。
圖12:鑄件缺陷結果分析 為使鑄件的凝固時間縮短,防止鑄造缺陷,故鑄型的不同位置增設冷卻水道。橫梁頂部最先凝固,得不到補縮,容易產生縮孔,所以為了防止縮孔,需要加速輪緣部分的冷卻速度,在壁較厚的階梯處,也容易產生缺陷,也需要加快冷卻速度以防止鑄造缺陷,為此設計的冷卻水道的位置圖見圖16。
圖16:冷卻水道位置 冷卻水道的條件設置見表3。
表4:冷卻水道參數 5、結語 對某機床用橫梁進行結構特點分析,設計了其鑄造工藝。采用半金屬型低壓鑄造工藝進行制造,橫梁外部采用金屬型成型,內部采用砂芯組芯造型;設計了底注開放式無冒口澆注系統,并運用Any-casting對已計算好的工藝參數進行模擬驗證,并在此工藝基礎上進行改進,在不同位置增加直徑不等的冷卻水道,并控制進出水的順序及時間,生產出合格的鋁合金機床橫梁。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)