 原標題:一體壓鑄行業研究報告:壓鑄顛覆汽車百年制程,行業將迎黃金時代
一、“一體壓鑄”帶動車身制造工藝百年未有之變革
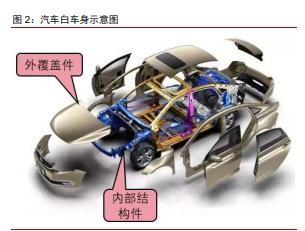
汽車制造工藝主要分為沖壓、焊裝、涂裝、總裝四大工藝環節。傳統汽車車身為鈑金焊接結構:1.沖壓:將整卷鋼板或鋁板用多臺大型壓力機連續沖壓成小塊鈑金零件。2.焊裝:將沖壓完成的小塊鈑金件拼焊為車身結構件,包括四門及前后蓋(引擎蓋+后備箱蓋),焊接完成的車身結構件即為白車身。3.噴涂:將焊接完成的白車身噴涂油漆,實現防銹和美觀作用。4.總裝:將懸架及動力系統、電控系統、內飾件裝配至車體上,最終完成整車制造。
當前供應鏈模式下,整車廠完成外覆蓋件沖壓、整車焊裝及噴涂,其余環節由零部件廠生產。外覆蓋件涉及到整車造型而由整車廠生產。除外覆蓋件外,整車廠通常將其他所有白車身、座椅、懸架結構件的沖壓環節和組件焊接環節交由零部件供應商生產。整車廠將零部件廠生產的白車身組件,再與廠內自產的外覆蓋件一起焊裝為白車身,而后噴涂、總裝,完成整車制造流程。 零部件廠生產白車身組件生產采用沖壓+機器人焊接工藝。白車身組件外形結構復雜,無法用單一板材直接沖壓成型,目前普遍采取沖壓成多個小零件再焊接的模式生產。先由壓力機將板材沖壓成多個小鈑金零件,再通過機器人焊接工作站,采用電阻焊(點焊)的工藝焊接成整塊組件。上述產品通常由零部件公司生產,并出貨至整車廠。 整車廠制造白車身整車普遍采用機器人焊接工藝。整車廠將零部件廠生產完成的白車身組件與整車廠內自產的外覆蓋件一起焊接而成整車白車身產品。白車身整車焊裝通常采用上百臺大型工業機器人采用以電阻焊為主的焊接工藝生產。目前業內一條產能在50JPH(每小時生產50輛車)的白車身焊接線,通常需要300~400臺工業機器人。 傳統沖壓焊接工藝模式加工鋁合金難度較大,全鋁車身普及受限。白車身采用鋁合金替代鋼材通常可使自重降低1/3左右,從而減少油耗或電池用量。上世紀90年代,奧迪 最先在A8系列轎車采用全鋁車身,使其白車身重量由原先300kg以上降至215kg。過去十年新能源車崛起,通過車身減重來降低電池裝用量成為新能源車降本重要手段,特斯拉Model S、蔚來ES8等車型均采用全鋁車身。但鋁合金表面高熔點氧化層影響焊接強度、韌性較低影響沖壓效果。以奧迪A8為例,其全鋁車身制造通常需要包括點焊、激光焊、渦流焊、鉚接、自切削螺釘聯接、卷邊等14種連接工藝,制造工藝復雜度遠高于以電阻焊為主的鋼制白車身。因此近年來包括特斯拉在內的各大車企主要采用鋼鋁混合焊接車身。減重性能更好的全鋁車身在現有沖壓+機器人焊接的工藝模式下預計難以普及。
壓鑄是鋁合金材料最高效的鑄造成型方法 壓鑄是將熔化狀態金屬在模具內加壓冷卻成型的精密鑄造方法。金屬制品主要采用機床銑削、鈑金成型焊接、鑄造三種工藝生產。其中鑄造主要生產內部結構復雜,難以用鈑金成型或機床銑削不具有經濟性的零件。鑄造主要分為砂型鑄造和特種鑄造兩類,壓鑄屬于特種鑄造范疇。壓鑄全稱壓力鑄造,是一種將金屬熔液壓入鋼制模具內施以高壓并冷卻成型的一種精密鑄造法。壓鑄適合鑄造結構復雜、薄壁、精度要求較高、熔點比鋼低的金屬零件(鋁、鋅、銅等)。作為一種幾乎無切削的近凈成形金屬熱加工成型技術,其產品具有精密、質輕、美觀等諸多優點,廣泛應用于汽車、家電、航空、機械等諸多行業。 壓鑄具備高效、高精度的優勢,但受模具熔點所限,主要生產鋁合金、鎂合金等。與采用石英砂做鑄造模具的重力鑄造相比,壓鑄具有以下優勢:1.模具可以反復利用;2.通過模具內的冷卻系統可以實現快速成型并實現連續生產;3.冷卻中對熔融金屬施加壓力保證零件具備更好的應力強度;4.金屬模具內部尺寸精確,可做到精密鑄造。壓鑄雖然高效,但因模具材料均為鋼制,因此只能制造熔點比鋼低的金屬。目前壓鑄行業所使用的基材主要是鋁合金、鋅合金、銅合金、鎂合金等合金材料,其中鋁合金的占比最高。鋼材因熔點較高,因此只能采用每次需要破拆石英砂模具的重力鑄造,效率較低。 壓鑄機和壓鑄模具是壓鑄生產的核心設備,結合周邊配套設備即為壓鑄島單元。壓鑄機就是用于壓鑄零件生產的機器。壓鑄機相對標準化,通過安裝不同的壓鑄模具可實現多種形狀壓鑄零件的生產。當壓鑄生產時,現將熔融的液態鋁合金倒入壓鑄機的壓射機構內,壓射機構將鋁液推入模具內并加壓成型,通過模具內的冷卻系統將鋁合金零件快速冷卻至固態,最后模具打開由機器人取出零件、清理噴涂脫模劑再進行下一個循環生產。壓鑄生產溫度高、煙氣多、噪聲大,業內通常采用自動化生產。壓鑄機周邊需要配套熔煉爐、機邊爐、取件和清理噴霧機器人、切邊設備、機加工機床、檢測設備、冷卻系統、排氣系統等,上述周邊設備與壓鑄機、壓鑄模具組合在一起的壓鑄生產單元即為壓鑄島。 減重需求促使車身采用鋁合金替代鋼材,壓鑄鋁件逐漸應用于車身結構件。受制于壓鑄機規格,傳統壓鑄生產零部件尺寸通常在600mm以內,以汽車零部件、電機外殼、手 機機殼、消費品金屬件為主。過去十年間,壓鑄機最大規格在鎖模力5000噸以內,需求主要用于生產商用車變速箱外殼和乘用車發動機缸體。新能源車普及和燃油車減排趨勢使 車身結構件鋁代鋼減重需求日益增加。大眾、寶馬等德系廠商已逐步在白車身復雜結構處采用壓鑄鋁合金件替代傳統鈑金焊接件,壓鑄車身結構件尺寸逐漸增大。但受限于固有鈑金焊接車身的造車思維定式以及現有壓鑄機規格限制,傳統車企并未提出直接采用鋁合金一體壓鑄方式生產車身,焊接車身仍是當前主流造車模式。
特斯拉首推一體壓鑄車身取代傳統焊接工藝,顛覆現有車身制造流程 2019年特斯拉提出“一體鑄造”技術,開啟壓鑄機規格大型化趨勢。2019年特斯拉發布新專利“汽車車架的多向車身一體成型鑄造機和相關鑄造方法”,提出了一種車架一體鑄造技術和相關的鑄造機器設計。若實現B級車整車一體成型,壓鑄機鎖模力需要在1萬噸以上,而現有壓鑄機最大噸位在5000噸級。所以特斯拉采取較穩健的逐步大型化策略,先開發6000噸級壓鑄機生產較小的后部車體結構件,待技術成熟后再逐漸將壓鑄機和鑄件大型化。過去十年間壓鑄機最大鎖模力停滯在5000噸,但特斯拉一體壓鑄車體工藝推動壓鑄機大型化成為行業趨勢,壓鑄機行業進入技術升級期。 2020年,特斯拉采用6000噸級壓鑄單元Giga Press生產Model Y后部車體。特斯拉在北美弗里蒙特工廠和上海工廠部署多套Giga Press壓鑄島單元,采用一體成型壓鑄的 方式生產Model Y的整個后部車體,將原先焊接工藝所需的70多個零件減少為2個,制造成本降低 40%。未來在柏林工廠也將部署多套 Giga Press 壓鑄島單元用于生產車體。本次給特斯拉北美工廠提供Giga Press壓鑄島單元的供應商為意大利IDRA集團,該集團為力勁科技全資子公司。目前特斯拉北美、柏林工廠Giga Press壓鑄島單元為意大利IDRA供貨,上海工廠壓鑄機由力勁深圳工廠供貨。 未來特斯拉將持續加大一體壓鑄范圍,不斷取代傳統沖壓-焊裝工藝。繼Model Y后部車體成功采用一體壓鑄工藝制造后,特斯拉持續加大一體壓鑄車體應用范圍。2020年 電池日公布了下一代車身底盤設計方案,整車底板由2~3個大型壓鑄件組裝而成,徹底取代傳統沖壓-焊裝工藝。新一代全壓鑄車體底盤減少了370個部件、重量降低10%、增加14%續航里程。通過一體壓鑄技術的導入,大幅降低零部件數量,簡化造車流程,傳統沖壓-焊接部件占比進一步降低。
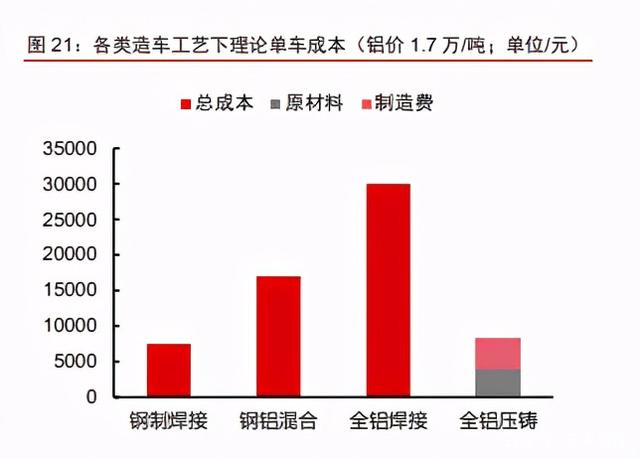
一體壓鑄工藝是汽車制程中的顛覆性技術,壓鑄機有望成為汽車制造領域的核心裝備。從上世紀初焊接技術逐步成熟以來,汽車車體制造工藝均以鈑金沖壓+焊接為主。上世紀 70 年代以前,汽車車體焊接主要由人工作業完成。20 世紀 70 年代數控技術逐步成熟,工 業機器人誕生,最早應用于汽車焊接工藝。過去 50 年間,汽車車身制造工藝始終以鈑金 沖壓+機器人焊接為主。本次特斯拉一體壓鑄技術有望使汽車車體制造工藝重大變革,壓 鑄機有望取代焊接機器人成為造車核心裝備。 二、一體壓鑄車身工藝具備極高經濟性 特斯拉 Model Y 一體壓鑄后車身成本下降 40% Model Y 一體壓鑄后車身成本下降 40%,零部件減少 79 個。2020 年特斯拉電池日 上,公司介紹稱 Model Y 后車身結構件采用新型一體壓鑄工藝后,成本較沖壓-焊接工藝 降低 40%,并且零件減少 79 個。一體壓鑄降低車體制造成本大幅降低,優化生產流程。 理論上可使全鋁車身成本下降 73% 1、 鋼制焊接車身:合資品牌國產化的以鋼制為主的主流 B 級車 焊接白車身成本大概在 7000~7500 元/臺左右。 2、 鋼鋁混合焊接車身:2019 年廣汽蔚來發布的合創 007 采用鋼鋁混合車身打造,發布 會介紹其車身成本為 16529 元。鋁合金價格已從 2019 年底的 1.5 萬上漲至近期 1.7 萬元,可以大致推算采用焊接工藝的全鋁車身造價在 1.5 萬~2 萬元/臺左右。 3、全鋁焊接車身:某外資品牌國產化全鋁車身的 D 級車焊接白 車身成本大概在 4 萬元以上。國產的某款用鋁量高于 90%的 SUV 全鋁車身制造成本 在 3 萬左右,加上四門兩蓋價格約 4 萬。考慮到該款 SUV 白車身重量達 350kg 偏重, 優化設計后,主流 B 級車全鋁車身焊接白車身成本估算在 3 萬元/臺。 4、壓鑄全鋁車身:普通 B 級車鋼制白車身重量通常在 300~400kg,鋁替代鋼可使白車身 重量降低 30%~40%。以 D 級車的奧迪 A8 為例,其全鋁架構的 D4 型號白車身重量在 231kg。同時特斯拉下一代全鋁壓鑄底盤較焊接底盤減重 10%,可以大致推算出如果 全部采用壓鑄工藝的 B 級車的白車身含車門大致重量在 200~250kg。制造成本方面, 根據以壓鑄鋁合金汽車零件為主業的文燦股份招股書所示,2017 年鋁合金壓鑄件成本 大約在每公斤 35 元。當前鋁價與 2017 年類似,可大致算出全鋁壓鑄車身理論成本在 8200 元/臺左右,如果以滿負荷產能利用率的生產,制造成本還有進一步下降空間。
對汽車制造產業鏈的優化改良作用亦顯著 車身制造工藝流程簡化,供應鏈環節整合。一體壓鑄工藝將取代傳統車身結構件的組 件沖壓和焊接環節,特斯拉稱其新一代全壓鑄底盤可減少 370 個零件,車門和前后兩蓋結 構件也同樣可用壓鑄工藝,零件數量銳減,車體制造流程大幅簡化。同時,整車廠內原先 復雜的機器人白車身焊接線也被大幅簡化,僅需要將若干車身壓鑄組件和外覆蓋件組裝焊 接即可。車體制造管理流程和所需人力也相應降低。 車身重量減輕,減少電池裝機量,電池降本是鋼換鋁使車身材料成本增加的 6.6 倍。特斯拉新一代一體壓鑄底盤有望降低 10%車重,對應續航里程增加 14%。以普通電動車 電池容量 80kwh 為例,若采用一體壓鑄車身減重并保持續航里程不變,則電池容量可減少 約 10kwh。以目前磷酸鐵鋰電池 pack 成本 800 元/kwh 計算,則可降低成本 8000 元,電 池節省的金額超過壓鑄全鋁與鋼鋁混合車身材料差價的 6.6 倍左右。 一體壓鑄工藝可大幅減少涂膠工藝環節。涂膠是傳統焊接白車身重要工藝部分,通常 由機器人完成涂膠工藝。因點焊使鋼板間存在縫隙,傳統白車身涂膠主要起到密封防水、 增加車體強度、降低鈑金件間的摩擦和震動的作用。改為一體壓鑄車體后,零件面積大幅 增加,不在需要繁瑣的涂膠環節彌補焊接鈑金件間的縫隙,生產流程再次簡化。
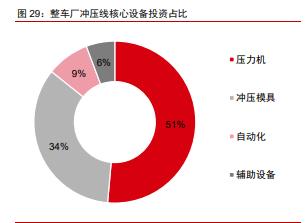
壓鑄廢品、流道等可再次熔煉,材料利用率超 90%,遠高于沖壓。傳統沖壓-焊接工 藝,通常板材利用率僅為 60%~70%,沖壓剩余邊料只得按廢舊金屬出售。而改為一體壓 鑄后,因壓鑄時可反復熔煉,因此廢品、壓鑄流道、邊料等廢料可返回熔煉爐再次利用。 壓鑄工藝對材料利用率在 90%以上,遠高于沖壓工藝,再次降低生產商成本。 車身生產車間占地面積減少 30%以上。相較于 300 多臺機器人組成的白車身焊接線, 一體壓鑄工藝采用的壓鑄島占地面積更小。特斯拉采用壓鑄工藝的新工廠占地面積節省 35%。同時因生產流程簡化,原先由零部件廠供應的組件沖壓、組件焊接環節取消,相關 場地同時不再需要,更進一步降低全產業鏈的用地面積。 三、一體壓鑄車身趨勢下,壓鑄機和壓鑄模具成為核心造 車裝備 傳統沖壓-焊接白車身制造設備主要為壓力機、沖壓模具和工業機器人 傳統沖壓-焊接白車身制造設備主要為壓力機、沖壓模具和工業機器人。在沖壓環節分 為整車廠采購的外覆蓋件壓力機和零部件廠采購的車身結構件組件壓力機。二者通過更換 不同的沖壓模具可實現多種外觀尺寸沖壓件生產。因外覆蓋件尺寸通常大于 800mm 以上, 對應需要多臺大型壓力機組連續沖壓成型,其上下料環節基本采用機器人自動化來實現。 而拼焊前的車身結構件小件尺寸通常不超過 300mm,一般采用小型壓力機和中小型機器 人自動化生產系統。 產能 40JPH 外覆蓋件沖壓線單線投資 3~4 億,結構件小件沖壓線投資約 2.5 億。目 前業內單條外覆蓋件連續沖壓線效率在 12spm 左右(沖壓 12 次/分鐘)。一臺整車外覆蓋 件數量通常在 12~17 件,加上模具更換時間,單條外覆蓋件沖壓線折算整車產能在 40JPH 左右(每小時生產 40 輛車)。一條產能 40JPH 外覆蓋件連續沖壓線 總投資額在 3~4 億元,其中壓力機約 1.8 億、模具 1.2 億、機器人自動化系統 0.3 億,輔 助設備 0.2 億。零部件廠生產的車身結構件小件,相同產能沖壓 設備總體投資約為整車廠外覆蓋件沖壓設備投資的 70%。
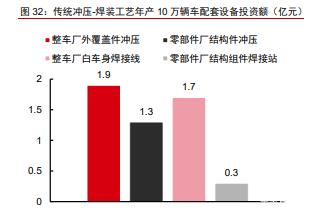
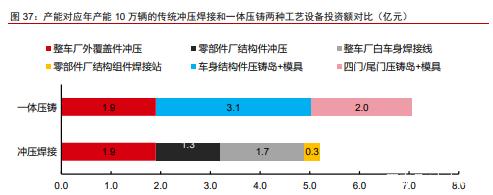
產能 10 萬輛/年的沖壓線設備投資 2.5 億,估算全球沖壓線設備總投資額 2900 億元。 單線產能 40JPH 的外覆蓋件+車身結構件小件沖壓設備投資總計約 6 億元。若按每天生產 20 小時,一年工作 300 天計算,則對應產能 10 萬輛/年的沖壓線對應設備總投資額約 2.5 億元。按照產能/產量余量 30%計算,則中國年產 2500 萬輛汽車對應沖壓設備總投資額在 806 億元,全球年產 9000 萬輛汽車對應沖壓設備總投資額在 2900 億元。 產能 50JPH 白車身焊接線投資在 4 億左右,配套組件焊接設備投資約 0.8 億。零部 件廠的車身結構件組件焊接通常采用 2~3 臺機器人組成的點焊工作站完成生產。而整車廠 的白車身焊接線為 300 臺以上的大型工業機器人多工位連續焊接,工藝流程最為復雜,單 線產能約 50JPH。除機器人外,車體滾床線、電阻焊焊鉗、車體夾爪夾具、涂膠設備也是 白車身焊接線的重要組成設備。整車廠一條產能 50JPH 的白車身自 動焊接線大約需要 350~400 臺工業機器人,總投資額在 4 億元左右。零部件廠主要將沖 壓成型的車身結構件小件焊接成組件,以 2~3 臺機器人焊接工作站為主。相同配套產能焊 接設備總體投資約為整車廠白車身焊接線投資的 20%。 產能 10 萬輛/年的沖壓線設備投資 2.1 億,估算全球沖壓線設備總投資額 1872 億元。單線產能 50JPH 的白車身焊接線+車身結構組件焊接設備投資總計約 4.8 億元。若按每天 生產 20 小時,一年工作 300 天計算,則對應產能 10 萬輛/年的沖壓線對應設備總投資額 約 1.6 億元。按照產能/產量余量 30%計算,則中國年產 2500 萬輛汽車對應沖壓設備總投 資額在 520 億元,全球年產 9000 萬輛汽車對應沖壓設備總投資額在 1872 億元。 傳統沖壓+焊接工藝,年產 10 萬輛車的產能設備總投資約 5.2 億元。根據上述分析測 算結果,采用傳統沖壓-焊接工藝年產 10 萬輛車,整車廠的沖壓和焊接投資額分別為 1.9 億和 1.7 億,零部件廠的沖壓和焊接投資額分別為 1.3 億和 0.3 億,整車廠和零部件廠總 投資約 5.2 億元,整車廠的單位產能設備投資是零部件廠焊接投資的 2.3 倍。中國 2500 萬輛年產能的相關沖壓+焊接設備總投資額約 1300 億元,全球 9000 萬輛車年產能的相關 沖壓+焊接設備總投資額約 4680 億元。
一體壓鑄車身趨勢下,壓鑄機和壓鑄模具成為核心造車裝備 一體壓鑄工藝將主要取代白車身、四門、后蓋結構件的沖壓和焊接環節。根據特斯拉 現有一體壓鑄工藝和訪談相關產業專家,未來整車采用一體成型壓鑄工藝趨勢下,除外覆 蓋件需要沖壓外,其余車身、四門、后蓋結構件的沖壓和焊接環節均可被壓鑄工藝替代。 整車白車身焊接線大幅簡化,僅保留最后一體壓鑄件和外覆蓋件焊接環節。座椅內部結構 件是否采用壓鑄工藝鋁代替鋼材目前還在探討中。懸架件中的副車架、前橫梁、擺臂等件 若采用鋁替代鋼,通常會采用適應厚壁零件的低壓鑄造工藝。 我們測算若實現全底盤和全車身壓鑄,單套壓鑄島投資區間在 1.5~2.5 億。壓鑄機鎖 模力噸位大小取決于所壓鑄材料投影面積大小。當前特斯拉已實現的 Model Y 車后部區 域采用 6000 噸級壓鑄機實現生產。根據行業調研信息做合理推斷分析,若實現全底盤壓 鑄,我們分析有 A\B 兩種壓鑄機選型方案。A 方案可以采用 2 臺 6000 噸壓鑄機分別生產 車體前后部,車體中部由 1 臺 8000 噸級壓鑄機生產,按現在市場價估算含周邊設備的壓 鑄島投資約 1.5~2 億。B 方案可以采用 2 臺 8000 噸壓鑄機實現生產,投資也在 1.5~2 億。 若要實現全車壓鑄,則需要另增加一臺 8000噸級壓鑄機實現 A\B\C柱和頂蓋的一體壓鑄, 總投資約 2~2.5 億,或采用更激進的將整車底板用一臺壓鑄機完成,則需要 1.5 萬噸級壓 鑄機,目前尚無該規格設備,價格估算需要 2~3 億。 壓鑄機產能約 12 萬件/年,全車結構件一體壓鑄需要從 2000~8000 噸多種規格。根 據壓鑄機行業專家調研信息,5000 噸以上超大型壓機單次工作循環在 180s 左右。若按每 天生產 20 小時、一年工作 300 天計算,則單臺壓鑄機產能在 12 萬件/年。根據現有技術 推算,全車體結構件壓鑄需要 3 臺 8000 噸級壓鑄機,單車 4 個側車門結構件壓鑄需要 4000 噸級壓鑄機,尺寸較大的尾門需要采用 6000 噸壓鑄機。座椅結構件如果也采用一體壓鑄 工藝,兩個前座、后排單座的靠背和底座分別需要 3000\2000 噸壓鑄機,后排雙連座椅靠 背和底座則需要 2 臺 4000 噸壓鑄機生產。
全車結構件年產能 10 萬輛所需壓鑄設備投資 5.5 億,全球年產 5000 萬輛汽車對應壓 鑄設備總投資額達 2775 億元。根據上文壓鑄機規格、數量,結合與壓鑄機行業專家調研 設備市場價格,我們認為按照產能/產量余量 30%計算,對應年產能 10 萬輛車的壓鑄機+ 輔機組成的壓鑄島,車身+車門總投資約 4.3 億,含座椅壓鑄則設備總投資為 5.5 億。按照 2030 年新能源車銷售占比 40%估算,中國年產 1000 萬輛汽車對應壓鑄設備總投資額在 426 億,含座椅則達到 555 億元。全球年產 5000 萬輛汽車對應壓鑄設備總投資額在 2134 億,含座椅則市場空間達到 2775 億元。 全車結構件年產能 10 萬輛所需壓鑄模具投資 1.2 億,全球年產 5000 萬輛汽車對應壓 鑄設備總投資額達 578 億元。大型車身結構件壓鑄模具 價格約為對應規格壓鑄島價格的 1/5~1/4。我們認為按照產能/產量余量 30%計算,對應年 產能 10 萬輛車的壓鑄模具總投資約 0.9 億,含座椅壓鑄則設備總投資為 1.2 億。按照 2030 年新能源車銷售占比 40%估算,中國年產 1000 萬輛汽車對應壓鑄設備總投資額在 89 億, 含座椅則壓鑄模具市場達到 116 億元。全球年產 5000 萬輛汽車對應壓鑄設備總投資額在 445 億,含座椅則壓鑄設備市場空間達到 578 億元。上述市場空間計算未考慮單線備用模 具、多車型需要多套模具以及模具損耗的影響,實際壓鑄模具市場規模要明顯大于計算值。 一體壓鑄工藝單位設備投資額高于傳統沖壓-焊接工藝 36%,但總體看仍然大幅節約 造車成本。根據上述市場空間計算結果,同樣年產 10 萬輛車,采用傳統沖壓-焊接工藝時, 沖壓+焊接環節的設備總投資約 5.2 億。若整車全部采用一體壓鑄工藝,相對應環節設備 總投資在 7.1 億,高于傳統沖壓-焊接投資額 36%。一體壓鑄設備投資額雖然高于傳統焊 接工藝,但若把多出的 1.9 億金額均攤在年產的 10 萬輛車上,單車成本在 1900 元,遠低 于沖壓+焊接鋼鋁混合車身和一體壓鑄車身的差價(8700 元/車),也遠低于壓鑄后車身減 重 10%帶來的電池減少的成本(8000 元/車)。
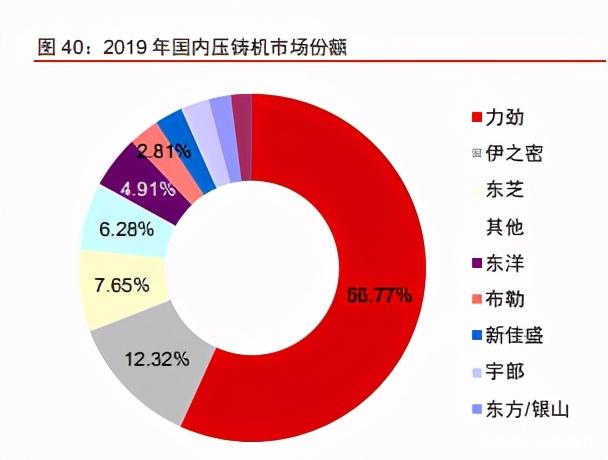
四、一體壓鑄未來十年將驅動壓鑄裝備需求爆發式增長 2019 年我國壓鑄機市場規模不足 30 億,力勁占有行業 57%份額 壓鑄機分為冷室機、熱室機兩大類,尺寸超過 10cm 以上零件需要采用冷室機。熱室 壓鑄機存在巨大的保溫鋁液坩堝,其壓室在保溫坩堝內的熔化金屬液體中,壓射機構設計 在坩堝的上方,壓鑄時壓射機構將壓室內浸滿的液態金屬壓射入模具中并成型。熱室機通 常生產尺寸較小的零件,如箱包金屬件、拉鏈頭、玩具等,材料以鋅合金、銅合金為多。 冷室壓鑄機采用臥式結構,壓室與保存熔化金屬液的坩堝爐是分開的。壓鑄工作時,由機 械臂從坩堝爐中取出液體金屬澆入壓室內,隨后壓射機構將壓室內液態金屬壓入模具內保 壓成型。尺寸超過 10cm 以上的產品,如 3C 產品結構件、5G 基站外殼、電機外殼、汽車 零部件、結構件等均采用冷室壓鑄機生產,材料通常為鋁合金、鎂合金。 2018 年我國壓鑄機市場規模接近 30 億,受益于鋁替代鋼而總體呈持續增長趨勢,需 求景氣度與汽車行業相關度較高。我國制造業規模全球第一、也是世界上最大的壓鑄機市 場。全國壓鑄機市場規模目前沒有明確的統計數據,中鑄科技統計估算全國壓鑄機保有量 在 12 萬臺左右。我們根據中鑄科技公布的 2019 年國內壓鑄機市場份額以及行業龍頭力勁 科技壓鑄機業務歷年收入和內銷占比大致推算行業空間,測算我國壓鑄機市場總體呈增長 趨勢,市場規模從 2012 年的 17 億增長至 2018 年的 29 億,CAGR9%,說明壓鑄機需求 受汽車行業規模擴大以及鋁代鋼帶來壓鑄件占比提升而不斷擴大。2019 年壓鑄行業規模 下滑 24%,與汽車行業銷量下滑導致相關設備投資下滑有關。
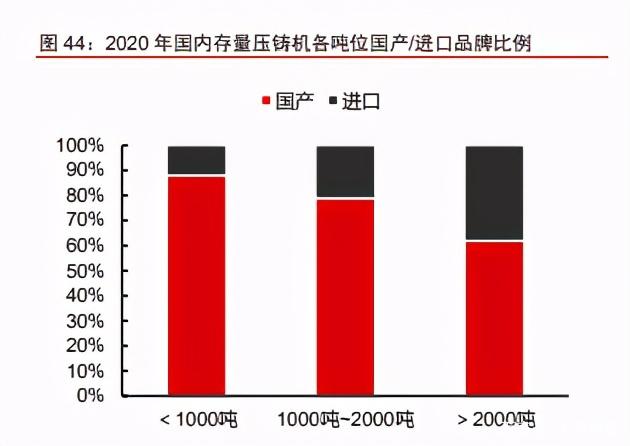
國產壓鑄機品牌具備明顯性價比優勢,大型壓鑄機具有更好的盈利能力。國外品牌進口壓鑄機價格是國產品牌的 2~3 倍,國產化機型價格也至少是 國產品牌的 1.5 倍,國產品牌存在明顯性價比優勢。中小型壓鑄機中,鎖模力 50 噸以下 基本為熱室機,單機價格在 15 萬以下。鎖模力 100 噸以上均為冷室機,其價格隨鎖模力 的增加同步上升。1000 噸以上大型壓鑄機價格增長幅度明顯加快,鎖模力高于 5000 噸的超大型壓鑄機裸機單價在 2500 萬以上,周邊配套設備組成的壓鑄島通常再增加 20%~30% 的費用,大型壓鑄機因技術壁壘高而具備更好的盈利能力。 冷室壓鑄機是市場的主要品類,國產機在大噸位領域仍有較大進口替代空間。2020 年我國存量壓鑄機從臺數上看,熱室機占比 25%,冷室機占比 75%。 但考慮到熱室機單價遠低于冷室機,從金額上估算冷室機占壓鑄機總市場規模的 85%以上。 從鎖模力噸位上看,1000 噸以下機型市場國產機占有近 90%的份額,進口機型在 2000 噸以上大型機領域仍占有近 4 成的份額,未來大型機國產化仍有較大空間。 從國內市場競爭格局看,力勁在冷室機和熱室機領域均占有絕對主導地位。截至 2020 年力勁冷室機、熱室機在存量市場占有率分別為 49%和 63%。 冷室機領域 TOP5 廠商合計占有 79%的份額,除力勁外,伊之密占有 14%的份額,其次 為東芝 8%、東洋 5%,行業頂級品牌瑞士布勒在國內份額 3%。熱室機領域 TOP5 廠商合 計占有 83%的份額,除力勁外,國產品牌震高、興行、銳達分別占有 7%、5%、5%的份 額,熱室機歐洲第一品牌瑞典富來在國內占有 3%的市場份額。
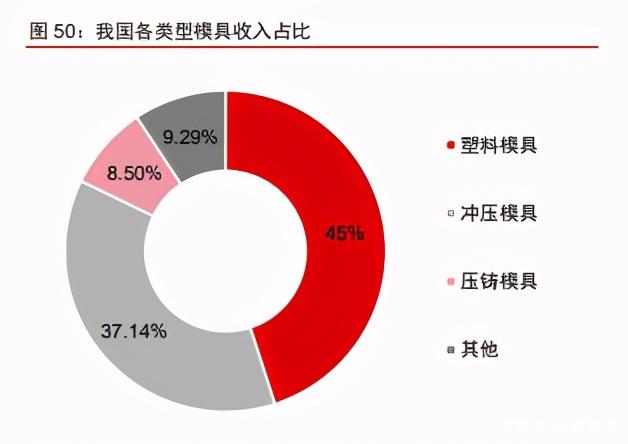
特斯拉一體壓鑄技術使力勁拉大了其在 5000 噸以上機型上與競爭對手的相對優勢, 壓鑄機大型化已成為行業趨勢。冷室壓鑄機存量市場從細分噸位段看,力勁科技在 5000 噸以下機型各鎖模力噸位段基本占據 50%左右份額,伊之密各噸位段機型市占率在8%~16% 之間波動。瑞士品牌布勒市場份額均在 1000 噸以上機型,并且隨著噸位增加市占率提升。 5000 噸以上機型因剛推出市場不久,市場存量機型極少,當前市占率數據難以反映真實 情況。隨著特斯拉一體壓鑄技術導入以及均采購力勁和其子品牌 IDRA 超大噸位壓鑄機, 力勁目前在 5000噸以上機型與競爭對手優勢明顯拉大。2020年底布勒發布 5600 噸機型, 并且公布研發 8000 噸機型計劃,海天金屬亦推出 5000 噸級別機型。這說明在特斯拉一體 壓鑄工藝驅動下,壓鑄機大型化趨勢已確立。 過去三年我國壓鑄模具市場規模約 240 億~260 億,競爭格局較為分散 2019 年我國模具行業規模約 2727 億,行業增速受制造業景氣影響較大。模具是制造 業核心裝備之一,我國模具行業收入從 2007 年的 666 億增長 至 2017 年的 2966 億。隨著我國出口導向型經濟逐漸轉型,過去十年間模具行業增速逐漸 降低。2018 年以來模具行業絕對收入出現下降,貿易摩擦導致制造業固定資產投資趨緩 是主要因素。 壓鑄模具在模具行業占比接近 10%,過去 2~3 市場總規模在 240 億~260 億左右。從 產量角度看,過去 10 年間我國模具產量總體呈增加趨勢,與行業收入規模趨緩相對應, 說明過去五年間模具行業整體競爭日趨激烈。模具主要分塑料模具、沖壓模具和壓鑄模具。 根據模具行業協會最新的 2012 年鑒數據看,從收入占比看塑料模具占比最高在 45%,沖 壓模具占比 37%,壓鑄模具占比僅 8.5%。通過壓鑄模具行業專家調研,過去 3 年壓鑄模 具占模具行業產值接近 10%左右,可以大致推算我國壓鑄模具行業過去 2~3 年市場總規模 在 240 億~260 億左右。
壓鑄模具行業競爭較為分散,目前我國沒有以壓鑄模具為主業的上市公司。根據壓鑄 模具行業調研信息,我國壓鑄模具行業收入最高的企業是廣州型腔,2019 年公司收入僅 2 億左右。其他規模較大的行業頭部企業有大連共立、寧波合力、一汽鑄造模具等企業。壓 鑄模具基本為非標產品,難以形成規模效應,同時下游客戶較為分散,是壓鑄行業市場規 模雖然較大但競爭格局分散的主要因素。 一體壓鑄車體滲透周期預計10~15年 手機結構材質從塑料變為金屬,金屬結構件行業滲透率提升至 90%大致用時 7 年。2010 年蘋果從 iphone4 開始采用金屬機殼,并成功引領行業趨勢。2013 年 HTC 率先也 采用鋁合金外殼,2014 年國產智能手機品牌如小米、華為開始逐步在高端機種中采用金 屬機殼。至 2017 年,以金屬為主要結構材質的手機占比已達 90%,手機行業機殼金屬化 大致用時 7 年時間。 金屬機殼加工設備投資高峰出現在金屬機殼滲透率提升周期的中后段時間。金屬機殼 替代塑料機殼促使零部件企業大量采購 CNC。金屬機殼主要生產企業比亞迪電子、可成、 長盈精密在金屬機殼滲透率快速提升過程中均大量采購 CNC,固定資產支出同步上行。 2015 年設備采購高峰期三家公司合計資本開支近 80 億元,是 2010 年的 4.3 倍。比較金 屬機殼滲透周期和零部件企業設備投資周期,設備投資高峰出現在金屬機殼滲透率提升周 期的中后段時間。
我們預計一體壓鑄在汽車行業滲透率提升至 90%需要 10~15 年左右,滲透率后期有 可能加速提升。我們將汽車一體壓鑄變革與手機外殼金屬化做類比,2020 年特斯拉開始 導入一體壓鑄車體類似于 2010 年蘋果發布 iphone4,業內其他企業開始探索和跟進。手 機行業用 7 年左右時間將金屬機殼滲透率提升至 90%左右,考慮到汽車行業產品迭代速度 慢于手機行業,我們預計一體壓鑄車身在汽車行業滲透率提升至 90%需要 10~15 年左右 時間,當行業總體形成共識后,滲透率提升速度有可能加快。 未來 10 年壓鑄機及系統行業 CAGR 約 59% 一體壓鑄全鋁車身在燃油車方面同樣具備經濟性,車體輕量化減排收益是車身改為一 體壓鑄增加成本的 4.4 倍。2019 年歐盟正式通過碳排放新標,新政策要求 2020 年歐盟出 售的新車平均 CO2 排放標準為 95g/km,2025/2030 年 CO2 平均排放量較 2021 年減少 15%/37.5%,對應排放標準為 81/59g/km,而 2018 年主流車企燃油車排放在 120g/km 水 平,未來排放每高出 1g 罰款 95 歐元,燃油車減排壓力巨大。統計數據顯示,汽車重量下 降 10%,燃油消耗下降 6%~8%。若總重 1.4 噸的 B 級車的車體從全鋼焊接改為一體壓鑄 工藝,白車身重量有望從 350kg 左右下降 35%至 230kg 左右。雖然 車身成本預計增加 1200 元,但整車重量下降近 9%,油耗可下降 6%,單車排放從 120g/km 下降 7.2g,按照歐盟新政可少繳納罰款 5290 元,是車身鋼改鋁增加成本的 4.4 倍。 我們認為到 2030 年全球車體+車門壓鑄機系統總投資額 1735 億元,未來十年行業市 場空間 CAGR59%。根據中信證券研究部新能源車組的預測,到 2030 年全球乘用車總銷 量預計在 1 億輛左右,其中新能源車占比預計在 40%。我們認為一體壓鑄工藝在行業滲透 周期 10~15 年,按照上文計算的年產能 10 萬輛車體+車門相對應壓鑄機+附屬設備(壓鑄 島)投資額 4.3 億元,對壓鑄機系統到 2030 年市場空間進行敏感性分析。通過分析,我 們認為到 2030 年一體壓鑄技術在全球新能源車滲透率 70%左右,燃油車領域滲透率 20% 的假設比較合理,此時對應壓鑄機系統總投資額在 1735 億。根據龍頭企業現有訂單分析, 2021 年一體壓鑄相關壓鑄機系統市場規模在 10 億左右。假設未來十年行業增速線性增長, 則預計該行業到 2030 年當年壓鑄機系統市場規模在 650 億元,未來十年 CAGR59%。若 加上汽車座椅結構件壓鑄需求,則市場空間有望較 1735 億元再增加 30%。 我們認為到 2030 年全球壓鑄模具總投資額 363 億元,未來十年行業市場空間 CAGR60%。按照上文計算的年產能 10 萬輛車體+車門相對應壓鑄模具投資額 0.9 億元對 2030 年市場空間進行敏感性分析。同樣假設到 2030 年一體壓鑄技術在全球新能源車滲透 率 70%,燃油車領域滲透率 20%,此時對應壓鑄模具總投資額在 363 億。預計 2021 年一 體壓鑄相關模具市場規模在 2 億左右。假設未來十年行業增速線性增長,則預計 2030 年 該行業壓鑄模具市場規模在 137 億元,對應未來十年 CAGR60%。若加上汽車座椅結構件 壓鑄需求,則市場空間有望較 363 億元再增加 30%。上述市場空間計算未考慮單線備用模 具、車型換代的模具需求以及模具損耗的影響,實際壓鑄模具市場規模要明顯大于計算值。 壓鑄機大型化帶來多領域新增需求,應用范圍拓展空間廣闊 建筑行業采用壓鑄鋁模板替代傳統木模板,對壓鑄機新需求拉動與汽車行業相近。建筑行業鋼筋混凝土澆筑需要預先搭建模板,傳統木制模板僅能循環 3~4 次,廢棄后造成大 量建筑垃圾,中國每年 1/3 的木材消耗于建筑模板領域,造成巨大木材資源消耗。近年來 國家大力拖進鋁模板替代傳統木模板。2020 年住建部《住房和城鄉建設部關于推進建筑 垃圾減量化的指導意見》中強調推廣綠色施工:“提高臨時設施和周轉材料的重復利用率。 施工現場辦公用房、宿舍、圍擋、大門、工具棚、安全防護欄桿等推廣采用重復利用率高 的標準化設施。鼓勵采用工具式腳手架和模板支撐體系,推廣應用鋁模板、金屬防護網、 金屬通道板、拼裝式道路板等周轉材料。鼓勵施工單位在一定區域范圍內統籌臨時設施和 周轉材料的調配。”鋁合金模板具有重復利用次數多(100 次以上)、重量輕、耐腐蝕、澆 筑表面優良等優點,是目前建筑行業主要的木模板替代方式。鋁模板因尺寸較大(長度大 于 500mm)過去因沒有大尺寸成型的壓鑄機,傳統鋁模板制造工藝以鈑金折彎焊接為主, 成本較高。一體壓鑄技術帶來壓鑄機大型化趨勢,采用壓鑄工藝制造建筑鋁模板成本低于 鈑金折彎焊接工藝。因建筑行業年產值高于汽車行業,我們預計建筑行業對壓鑄機需求與 車身結構件市場為同一量級。未來隨著建筑鋁模板替代木模板,鋁模板需求有望成為繼車 身結構件一體壓鑄后,開辟大型壓鑄機另一大增長空間。 5G 基站外殼、重卡發動機變速箱殼體減重是近期大型壓鑄機需求重點。傳統 4G 基 站外殼采用鈑金折彎工藝生產,5G 基站發熱量大,需要在外殼添加散熱翅片,仍然采用 鈑金焊接工藝成本過高。改用大型壓鑄機壓鑄 5G 基站外殼具備更好的經濟性,5G 成為拉 動大型壓鑄機需求重要領域。商用車發動機和變速箱殼體過去為鑄鐵材質,目前重卡等商 用車減重成為行業趨勢,采用鋁合金替代鑄鐵制造發動機和變速箱殼體成為行業趨勢。因 重卡發動機、變速箱尺寸較大,重卡動力件外殼鋁替代鋼將有效拉動大型壓鑄機需求。
壓鑄機大型化后將具備在更多領域替代鈑金焊接工藝的潛力。相同尺寸的結構件,鋁 合金一體壓鑄工藝成本低于鋁制鈑金焊接工藝,略高于鋼制焊接工藝。因此對于結構不太 復雜,但因尺寸較大無法用壓鑄技術實現、而采用鋁制鈑金焊接工藝的產品結構件,在壓 鑄機大型化后絕大部分都有改為壓鑄工藝生產的潛力,如高鐵部分結構件、扶梯端頭結構 件、部分飛機結構件、家具結構件、圍欄、門窗、遮陽罩、路燈等。而鋼制結構件產品改 為鋁壓鑄工藝雖然會增加部分成本,但如果考慮因減重而降低能耗功效,從而降低全生命 周期成本,則也有望改為鋁壓鑄工藝,如商用車車體、磁懸浮車體結構件、無人機和直升 機結構件、挖掘機上裝結構件、電動自行車摩托車結構件等。 來源:未來智庫官網 |
.jpg)







.jpg)
.jpg)
.jpg)
.jpg)
.jpg)