.jpg) 2024年全國壓鑄行業年會—第十九屆中國國際壓鑄會議將于2024年3月20-22日在寧波香格里拉大酒店舉辦,會議將依托寧波壓鑄產業集群優勢,以“大”道智簡為理念,與壓鑄同仁共同探索一體化壓鑄工藝創新與優化的更多可能性。誠邀壓鑄同仁蒞臨參會! 2024 年全國精品壓鑄件鑒賞活動 為助力壓鑄行業高質量發展,凸顯國內先進壓鑄技術生產水平,全面展示壓鑄行業發展風貌,中國機械工程學會鑄造分會擬邀請一批國內外有影響力的壓鑄企業攜其具有代表性的鑄件,舉辦“2024年全國精品壓鑄件鑒賞活動”。活動將在“2024全國壓鑄年會”同期舉辦,近 800+來自汽車、通訊等壓鑄相關行業參會代表將蒞臨現場。 精品鑄件鑒賞區 參與企業:廣東鴻特精密技術(臺山)有限公司 鑒賞鑄件一 鑄件名稱:PHEV變速箱殼體
本產品是混動車型變速箱的關鍵零部件-外部殼體部分,起到支撐、保護齒輪軸承等作用。 1. 零件需用布勒 4400 噸壓鑄直接成型,零件尺寸 598.5*513.4*239(mm);
2. 產品清潔度要求:
3. 機加工要求高,如:
關鍵技術及創新點: 鑒賞鑄件二 鑄件名稱:逆變器殼體
本產品是汽車逆變器殼體,要求良好的散熱性、嚴格的氣密性以保護殼體中重要的電子元器件: 1. 鑄件使用場合:汽車逆變器;
2. 鑄件產品典型特點:薄壁、深腔,結構復雜,安全性,密封性;
3. 產品關鍵要求: 參與企業:寧波大榭開發區天正模具有限公司 鑒賞鑄件 鑄件名稱:鎂合金副車架
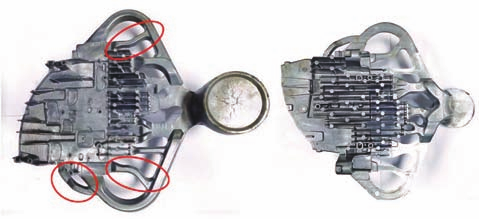
副車架是一種懸架形式,是連接懸架系統和車身的中間部件,可以提高車輛的舒適性、安全性和懸架系統的連接剛度。 由于產品有非常高的抗拉強度、屈服強度及延伸率,本模具采用高真空設計,使真空閥的性能有良好的體現,最大限度地降低模具內腔的真空度。考慮到料缸采用真空結構非常難于實現,模具采用兩個真空液壓閥預抽,提高內腔真空度,在壓鑄過程中又同時采用2組機械閥,保證整個壓鑄過程中內腔保持較低的真空度。 由于產品材料采用Mg合金,在設計中采用模溫機油加熱結構,保證鑄件在填充過程中的料溫滿足壓鑄條件。同時在設計過程中反復采用FLOW-3D及MAGMA軟件對澆排及模具進行模流分析及熱平衡分析,在優化澆排的同時對油路反復優化,避免模具有較高的溫差及熱節的產生。 參與企業:一汽鑄造有限公司 鑒賞鑄件 鑄件名稱:鎂合金混動電池殼下箱體
采用一汽鑄鍛自研高性能鎂合金材料,通過高真空壓鑄工藝,實現集成水套鎂合金混動電池下箱體開發,相比于鋁合金電池下箱體減重30.7%。進一步通過攪拌摩擦焊接工藝,完成鎂合金電池下箱體制備。本產品攻克了鎂合金集成水套高真空壓鑄工藝以及鎂合金攪拌摩擦焊兩大技術難題。 參與企業:大連亞明汽車部件股份有限公司 鑒賞鑄件一 鑄件名稱:流道板
熱泵空調是純電動汽車制熱最有效的解決方案。 純電動汽車的續航焦慮一直是消費者的痛點,在電池技術沒有突破性進展的情況下,熱泵空調效能系數比PTC加熱高出2-3倍,可以有效延長20%以上的續航里程。 其中流道板是關鍵核心部件,可以經受600度高溫釬焊。 鑒賞鑄件二 鑄件名稱:釬焊冷媒液冷板
性 能 要 求 : 抗 拉 強 度 >150MPa , 屈 服 強 度>100MPa,延伸率>1.5% 應?市場: 汽?領域及通訊領域的熱管理系統和散熱冷卻系統 全新研發的材料體系及性能強化技術,創新性的壓鑄?產?藝,實現鋁合?壓鑄件可?溫釬焊,并可滿??耐壓和?密封的?程應?場景。其中,釬焊總成爆破壓?可達13MPa以上;密封測試漏率最?可達E-10 Pa.m3/s。 參與企業:勝賽思精密壓鑄(揚州)有限公司 鑒賞鑄件一 鑄件名稱:轉向器主殼體
本產品是汽車轉向系統的核心部件,是駕駛員通過轉向盤操控車輛轉向的裝置。起到固定和保護轉向器內部的零部件和液壓系統的作用,還可以增加轉向器的剛性和提高轉向器的響應速度。 鑒賞鑄件二 鑄件名稱:EBS雙通道控制閥主殼體
本產品是汽車制動系統的核心部件。該閥體具備兩側對稱結構,用于裝配繼動閥組件,實現兩側獨立控制。閥體頂部通過螺釘連接,用于安裝控制器組件。閥體底部通過卡扣連接,用于安裝消聲器組件。 參與企業:機械科學研究總院(將樂)半固態技術研究所有限公司 鑒賞鑄件一 鑄件名稱:車身上托架
該產品為新能源智能重卡車身承載結構件,實現以鋁代鋼,減重達50%,鑄件采用液態模鍛工藝制備,進行T6熱處理強化,100%射線二級探傷。 零部件輕量化、集成化是目前行業發展趨勢。針對復雜形狀、力學性能和內部質量要求高的輕合金鑄件,在一些銷孔部位或壁厚變化較大的部位,仍易出現缺陷,限制了批產合格率的提升。在這樣的背景下,公司采用擁有自主知識產權的大型擠壓鑄造設備,通過定點強冷以及局部補縮等工藝優化,將金屬的充型控制與設備的操作系統進行適應性一體嵌入,為復雜結構高性能鋁合金零部件的高效制備提供支撐。 鑒賞鑄件二 鑄件名稱:手模
該鑄件為半固態研究所與廈門格耐爾公司聯合開發。醫療用橡膠、丁腈手套的首要工裝-手模,一直以來采用陶瓷型,雖能滿足功能性要求,但其存在能耗大、易破損、無回收等缺點,改用易回收金屬型成為研究熱點,鋁合金以其質輕成為研究首選。但由于手模部件具有薄壁、帶復雜空腔,需要與型材拼焊、使用受熱(200-300℃反復受熱)等特殊要求,采用普通壓鑄、型材沖壓等多種方案制備均存在多種問題,不能滿足生產項目要求。采用勻加速料筒孕育半固態壓鑄技術,在普通覆膜砂芯基礎上,開發成功了可高溫熱處理、可氬弧焊的手模空腔鑄件,在一定程度上解決鹽芯制造工藝復雜、成本高的局限性,為高質量、高效、低成本空腔壓鑄件大批量生產打下了堅實的基礎,具有廣闊的應用發展前景。 參與企業:寧波奮達新能源科技有限公司 鑒賞鑄件一 鑄件名稱:電控箱體
新能源電動汽車電控箱殼體整套成功的壓鑄模具開發是集材料、熱處理、模具設計、壓鑄工藝、加工、裝配工藝、管理、品控等多項技術系統整合及運用,是一個龐大的系統工程。其中壓鑄工藝方案設計是非常重要的一環,工藝的合理性直接影響鑄件的質量和后續生產加工環節。電控箱殼體結構復雜,內部質量要求高。如螺紋加工不允許有爛牙、氣孔率要求≤2%等。對此類復雜型壓鑄件,良好的壓鑄工藝設計方案對產品的質量起著決定性作用。 針對難點公司采取澆排系統設計與抽真空方案,壓鑄模具在高溫高壓環境下工作,對模具材料和抗熱疲勞性能要求高,而且結構復雜、壁厚相差大,并要求通過高壓下的滲漏試驗,因此鑄造中產生的能夠導致泄漏的氣縮孔、粘模等缺陷是首先需要規避的。選擇符合壓鑄工藝要求澆排系統,特別是內澆口位置和導向,應使金屬液流動平穩順暢,并有序的排除型腔內氣體,以達到良好的填充效果和避免壓鑄缺陷產生的目的。通過對產品的結構及性能要求分析,進行澆排設計。首先采用鑄造仿真軟件對產品的澆注和排溢系統進行充填、粒子追蹤、氣壓、溫度、凝固等過程的數值模擬分析,其次根據分析結果來確認方案設計的合理性,最終通過生產試驗進行工藝設計方案的合理性驗證。 鑒賞鑄件二 鑄件名稱:水冷板
新能源汽車中控臺水冷板前期設計開發采取加工中心精雕,大量減少制作模具與工裝時間的開發周期,減少不確定因素的設計變更,如要改變零件的形狀和尺寸,只需要修改零件加工程序,并且加工質量穩定,加工精度高,重復精度高。多品種、小批量生產情況下生產效率較高,能減少生產準備、機床調整和工序檢驗的時間。適合產品測試階段、樣件,適用于此零件或類似的研制和改型,待研發確認尺寸穩定后進行模具開發批量生產。 另外此零件采取水道蓋板攪拌摩擦焊工藝,在焊接過程中,攪拌頭在旋轉的同時,沿著焊接工件的接縫移動,這種移動產生的摩擦熱和機械攪拌作用導致連接部位的材料溫度升高并軟化。攪拌頭的高速旋轉和軸肩與工件表面的摩擦生熱,不僅用于防止塑性狀態的材料溢出,還能清除表面的氧化膜。在攪拌頭的高速旋轉和移動作用下,鋁件開始塑化,并隨著攪拌頭的移動,塑性化的材料流動并沉積在攪拌頭的背后,最終形成致密的固相焊縫,達到焊接密封效果,并使用氦氣檢測合格完全通過。 2024年全國壓鑄行業年會 第十九屆中國國際壓鑄會議 2024全國壓鑄年會將于3月20—22日在寧波香格里拉大酒店舉辦,會議以“大道智簡:一體化壓鑄工藝創新與優化”為主題,將邀請蔚來、通用、奇瑞新能源等整車廠,美利信、一汽鑄造、安徽優尼科等壓鑄廠,中國科學院金屬研究所、清華大學、上海交通大學、東南大學機械學院、奧地利萊奧本大學、魏橋(蘇州)輕量化研究院、中機第一設計研究院等高校及科研院所,力勁、伊之密、布勒、史杰克西、海天等裝備企業及中鑄科技等,共同探索一體化壓鑄工藝創新與優化,誠邀各位壓鑄同仁蒞臨! 會議亮點
特別鳴謝
即刻掃碼 報名參會
聯系我們
參會請聯系
會議組織機構
主辦單位:
承辦單位:
協辦單位:
支持單位:
支持媒體: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)


.jpg)
.jpg)
.jpg)