.jpg) 原標題:鋁合金汽車差速器殼體壓鑄缺陷分析及改善 因鋁合金密度小、強度高、耐腐蝕,在汽車零部件生產中得到廣泛應用。鋁合金通過合金強化,其強度明顯提高,滿足了離合器殼體、油底殼、差速器殼體在惡劣環境下工作的要求。同時,在節能減排的需求下,擴大鋁合金應用可以明顯地減輕汽車自重。差速器殼體作為汽車轉動系統重要的組成部分,對于汽車制造的需求量越來越多,品質要求越來越高,因此在保證產品高品質的條件下,如何降低廢品率是需要解決的課題。 鋁合金差速器殼體是汽車傳動系統的關鍵部件之一,其結構相對復雜,且內部品質要求較高。生產過程中,需大面積加工,因而暴露出來的內部缺陷大大增加,尤其是夾渣、氣孔。為了解決缺陷帶來的廢品率偏高問題,通過采用數值模擬,將鋁合金液充型狀態與實際鑄件缺陷分布位置進行對比,再對鑄件結構進行剖解分析,從而優化澆注系統。通過設計合理的澆注系統從而減少缺陷,降低廢品率。 圖文結果 汽車差速器殼體壓鑄件見圖1。該零件輪廓尺寸為236.91mm×191.23mm×187.41mm, 壓鑄件質量為3.35kg, 平均壁厚為6.2mm, 投影面積為97532.21m㎡,鑄件材質為ADC12合金。該鑄件整體壁厚偏厚,而且壁厚并不均勻,因此在壓鑄過程中熱節位置易造成縮孔,且加工面積大。澆注系統設計見圖2,要求各部分無毛刺、傷痕、飛邊缺陷;軸瓦位置取拉伸試樣,測試所得抗拉強度大于177MPa, 不能出現氣孔、縮松等缺陷,并且要求氣密性檢驗,試漏壓力為200kPa, 允許泄漏量<3mL/min。
圖1 差速器殼體壓鑄零件
圖2 澆注排溢系統
圖3 差速器殼體充型模擬
圖4 差速器殼體型腔氣壓模擬
圖5 差速器殼體凝固過程模擬 根據模擬結果可以看出,該澆注系統基本能夠實現鋁料的平穩充填,卷氣主要集中在渣包和產品一些局部非加工死角區域。根據模擬分析,發現存在兩個問題:①定模側鋁液流速較快,但定模側有兩個較厚的凸臺需要更多鋁料,②右側的進澆量明顯強于左側,但左側加工面積更多,內部品質要求較高,需保證加工區域的品質。綜合考慮,該方案可行。由于殼體局部壁厚不均勻,所以局部呈現出不等速的冷卻速度,以此可以設計出更合理的冷卻系統。
圖6 高速切換點為370mm時X光檢測結果
圖7 高速切換點為390mm時X光檢測結果
圖8 高速切換點為420mm時X光結果
表1 生產數據統計
圖9 夾渣位置及形貌
圖10 左側抽芯針旁邊縮孔及右、上抽芯孔底氣孔
圖11 漏氣位置及氣孔形貌 根據缺陷分布情況,有4個問題需要改進:①左側抽芯軸瓦縮松,加工后與旁邊螺紋孔串通漏氣;②軸瓦兩側針孔收縮加工外露;③右側抽芯深腔內加工后夾層外漏;④右側抽芯針孔底部氣孔。
圖12 澆口改進前后對比
圖13 針縮孔位置及結構
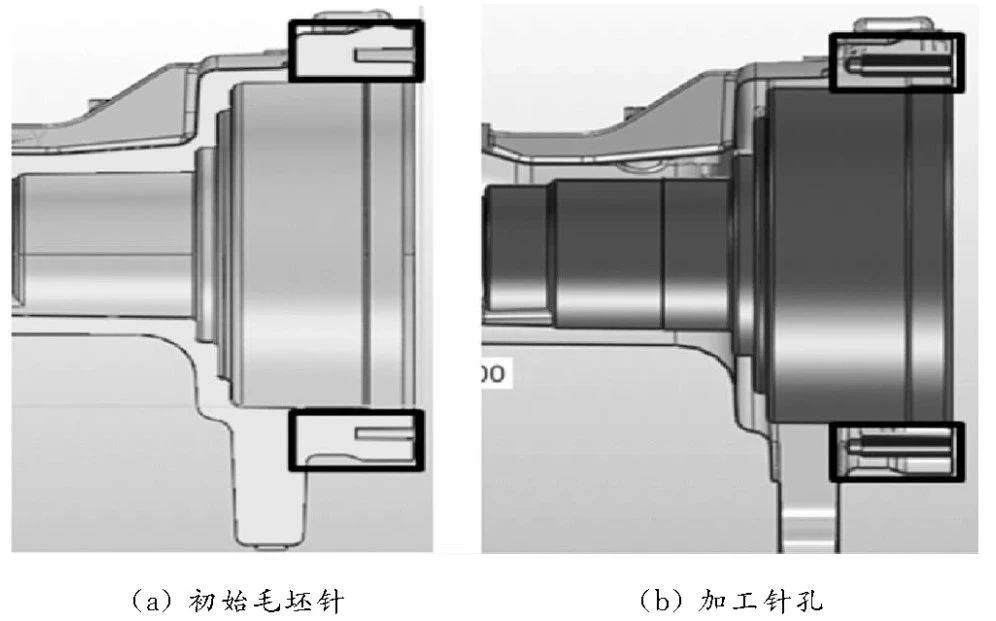
圖14 初始毛坯針及加工針孔
圖15 內部包卷及澆口改變 通過對差速器殼體的試制分析可以得出,數值模擬能為鋁合金壓鑄件前期的品質控制及缺陷分析提供參考,從而設計出更合理的澆注系統,縮短開發周期;再根據實際生產過程所出現的問題與模擬狀態進行對比,從而進一步優化產品的澆注系統,改善成形工藝條件,提高鑄件品質。另外,修改鑄件結構也對壓鑄品質提升有積極意義。
本文作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)