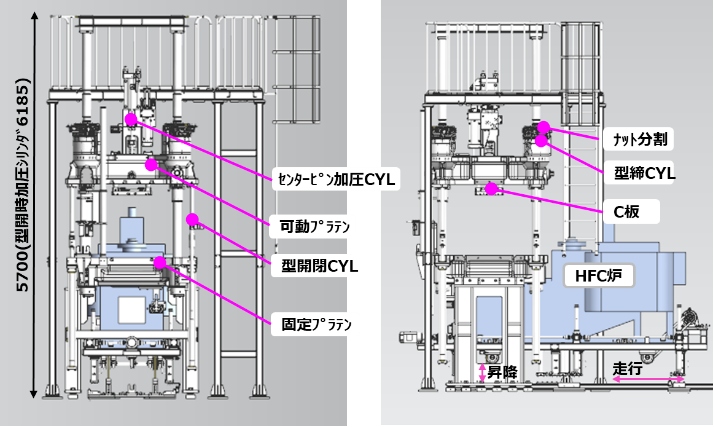
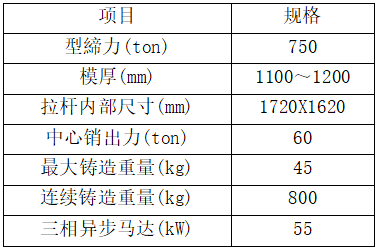
原標(biāo)題:宇部&東風(fēng)汽車:高強(qiáng)度?高生產(chǎn)性工藝(HFC)的開發(fā) 縮孔、氣孔、夾雜物(氧化物等)、溶湯流動(dòng)不暢,裂紋,這些都是鑄造產(chǎn)品的典型的缺陷。尤其是夾雜物,即使混入比例很小,也會(huì)成為斷裂的起點(diǎn),導(dǎo)致鑄件機(jī)械性能的下降,同時(shí)也會(huì)增加偏差范圍,降低鑄件的可靠性。為此,迄今為止,壓鑄機(jī)制造商、汽車零部件制造商、鋁制造商等,在對(duì)鑄造前的溶湯的清潔措施以及模具內(nèi)溶湯充填過(guò)程做出了許多努力。 在壓鑄和鑄造行業(yè),隨著前所未有的價(jià)格競(jìng)爭(zhēng)的加劇,對(duì)更高質(zhì)量產(chǎn)品和更緊湊的設(shè)備的需求比以往更高。著眼于擠壓鑄造,重力鑄造這樣,注湯過(guò)程中產(chǎn)生氧化物,和低壓鑄造的中間升液槽內(nèi)的溶湯在開模時(shí)下落,產(chǎn)生的氧化物,以及由于在湯口周圍附著了凝固物,導(dǎo)致在鑄造品中混入了夾雜物的問(wèn)題,致力于「干凈的溶湯從注湯開始,到整個(gè)鑄造過(guò)程中,抑制夾雜物的產(chǎn)生和混入的工藝」的開發(fā),開發(fā)了一種在原來(lái)的低壓鑄造中,新加入了在加壓室,給湯室中引入氮?dú)猓种茰嫜趸ㄟ^(guò)增加精密氣體加壓控制,對(duì)湯口,腔室充填的最適合溶湯流動(dòng)控制壓力機(jī)構(gòu)和充填后的凝固控制加壓機(jī)構(gòu)的HFC 鑄造工藝。該工藝同時(shí)使用氣體和液壓兩種加壓方式對(duì)模具模腔內(nèi)充填溶湯Hybrid Fill Casting(混合,充填,鑄造)簡(jiǎn)稱 HFC 工藝。 圖文結(jié)果 HFC的鑄造設(shè)備(M-HFC)的外觀如圖1、主要規(guī)格用表1來(lái)表示。鑄造設(shè)備本體通過(guò)在動(dòng)模板的4角內(nèi)置的鎖模機(jī)構(gòu)的2塊模板構(gòu)造,控制了高度。通過(guò)中心銷和局部加壓銷的行程控制,根據(jù)凝固收縮進(jìn)行加壓。
圖1 M-HFC鑄造設(shè)備外觀
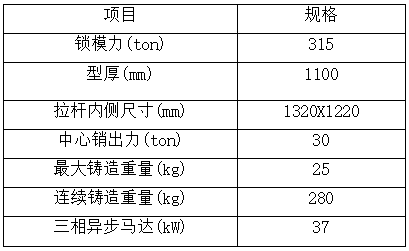
表1 M-HFC鑄造設(shè)備的主要規(guī)格
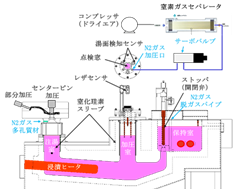
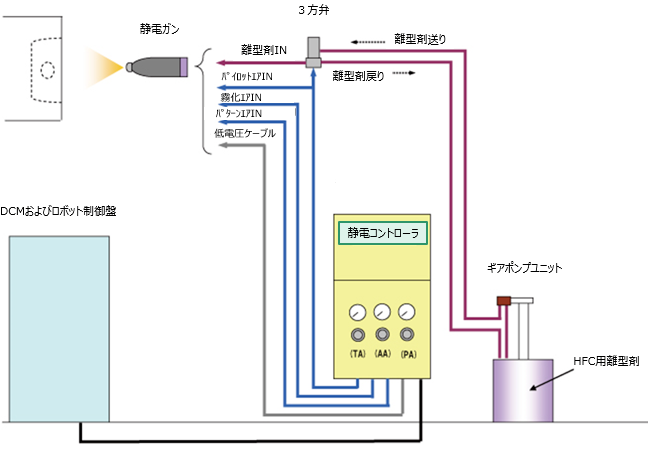
圖2 HFC爐和周邊機(jī)器
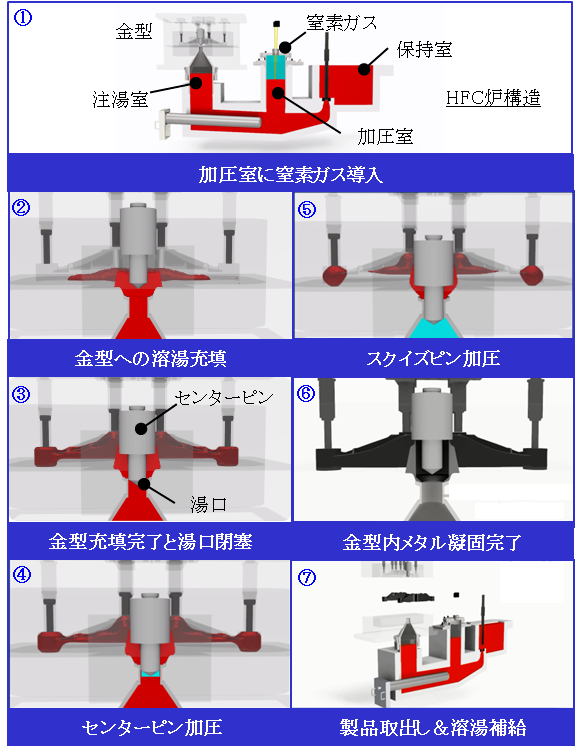
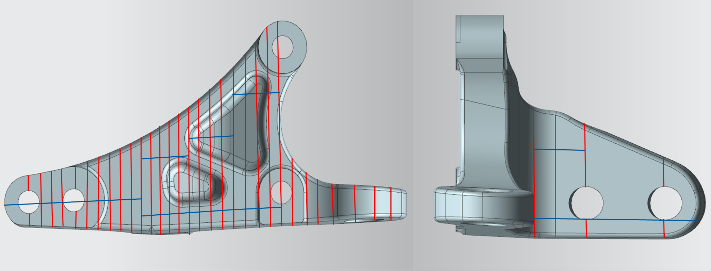
圖3 HFC的鑄造工程 圖4為某商用車公司重型卡車的發(fā)動(dòng)機(jī)懸置支架,重量3.5kg,最大壁厚60mm以上,圖5根據(jù)鑄造解析的溶湯流動(dòng)解析,確認(rèn)到4秒以內(nèi)進(jìn)行充填,在流動(dòng)停止溫度前可以進(jìn)行充填。另外,根據(jù)凝固解析求出指向性凝固中斷的時(shí)機(jī)和未凝固金屬的體積,以探討局部加壓的容積和加壓氣缸的尺寸。
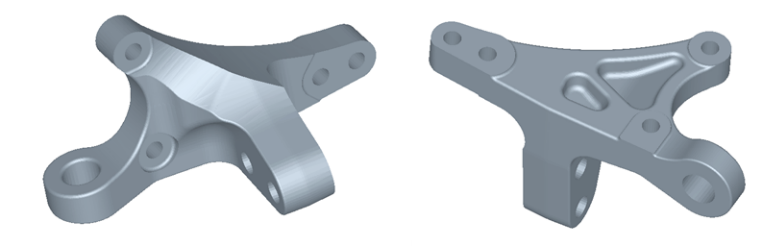
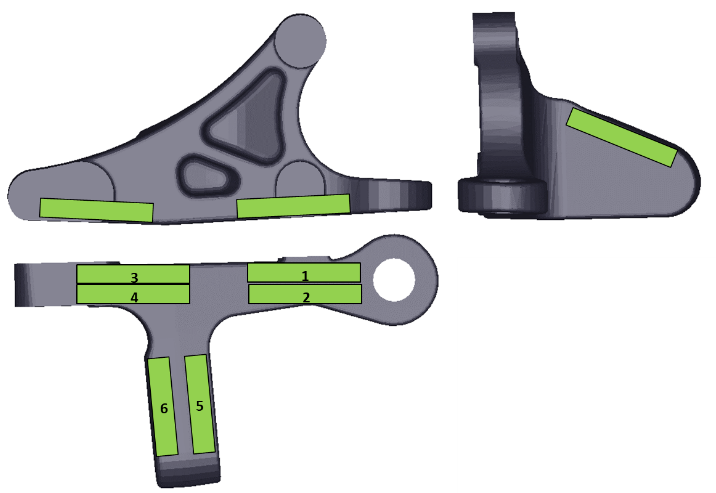
圖4 支架形狀
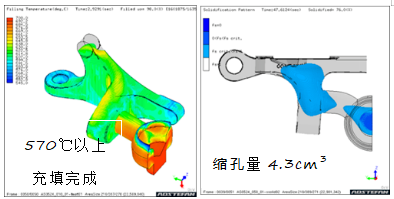
圖5 鑄造解析結(jié)果
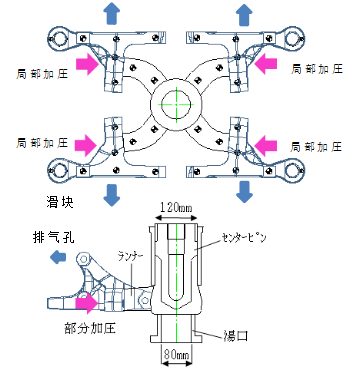
圖6 模具方案
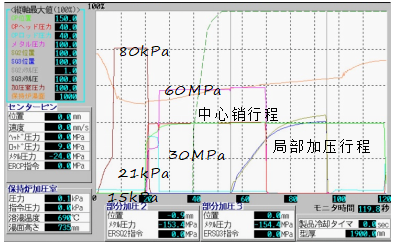
圖7 鑄造波形
圖8 靜電噴涂裝置
圖9 鑄造品外觀
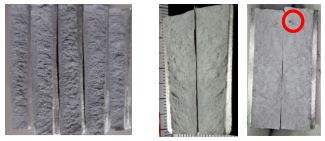
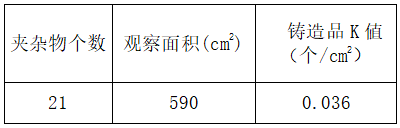
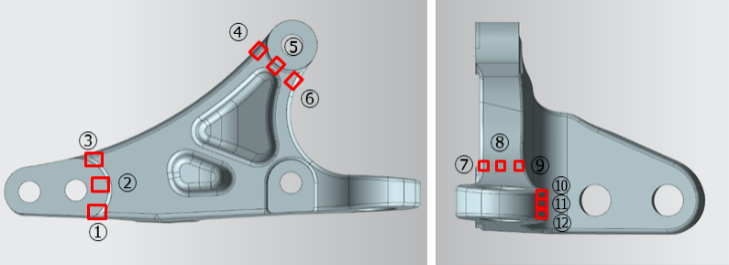
圖10 X射線調(diào)查結(jié)果 夾雜物調(diào)查是在一件鑄造樣品上如圖11這樣切斷成51個(gè),在切斷片上做出缺口,檢查斷面的觀察面積和進(jìn)行目視調(diào)查。在3個(gè)樣本上做了缺口,對(duì)合計(jì)252個(gè)破斷面進(jìn)行了調(diào)查。
圖11 鑄造樣品切斷部位
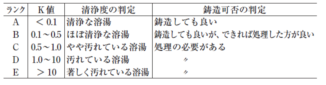
表2 根據(jù)K模型法判定夾雜物
圖12 夾雜物調(diào)查結(jié)果
表3 夾雜物調(diào)查結(jié)果
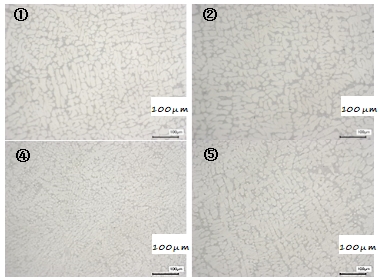
圖13 微觀組織調(diào)查部位
圖14 微觀組織調(diào)查
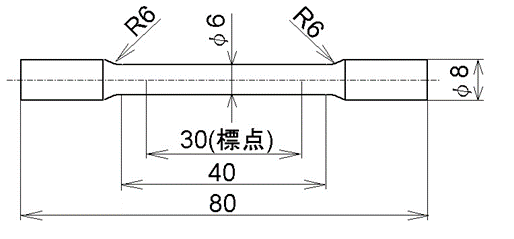
圖15 試驗(yàn)片采取部位
圖16 試驗(yàn)片形狀
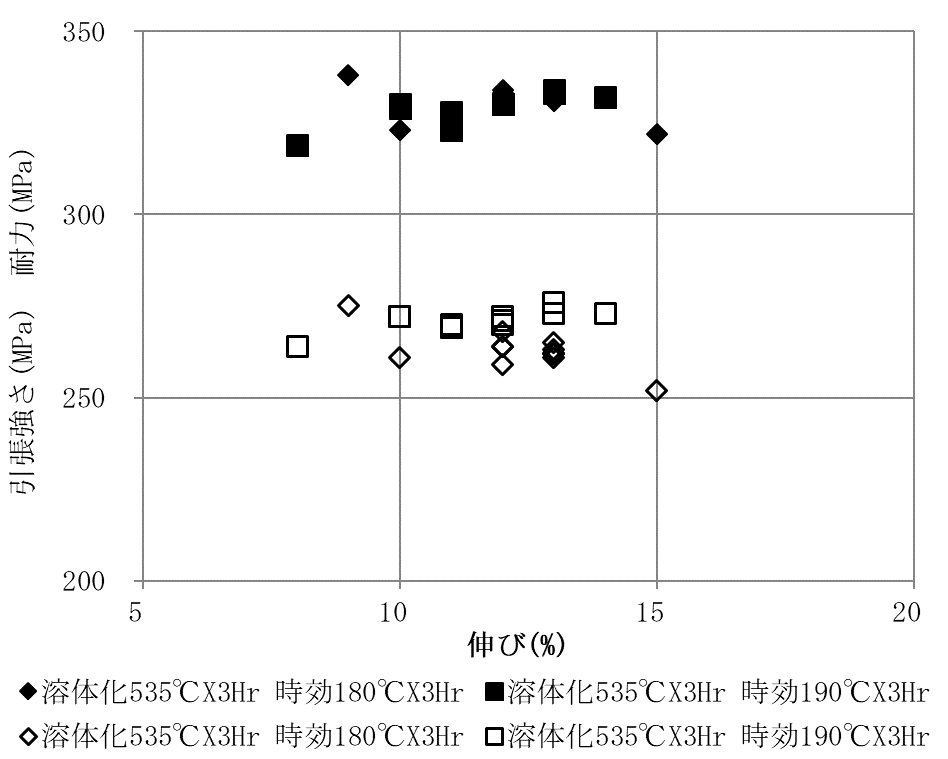
圖17 拉伸試驗(yàn)結(jié)果(第1回)
圖18 拉伸試驗(yàn)結(jié)果(第2回)
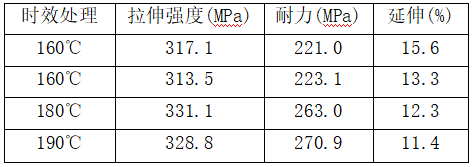
表4 拉伸試驗(yàn)結(jié)果 備受期待的高強(qiáng)度、高生產(chǎn)性的鑄造工藝M-HFC初號(hào)機(jī)納入,開始鑄造。現(xiàn)在為了實(shí)現(xiàn)量產(chǎn),一邊整備各種周邊設(shè)備,一邊進(jìn)行鑄造。今后,為了對(duì)應(yīng)更大型的部件決定導(dǎo)入L-HFC。
圖19 L-HFC鑄造設(shè)備外觀
表5 L-HFC鑄造設(shè)備的主要規(guī)格 研究結(jié)論 (1)HFC因?yàn)闆]有重力鑄造和擠壓鑄造這樣的注湯動(dòng)作,所以沒有注湯時(shí)的空氣卷入,加壓室的加壓氣體使用氮?dú)猓瑲怏w加壓完成后的溶湯不像低壓鑄造那樣一下子就落下,調(diào)整了下落的速度,因?yàn)樵陂_模限,給湯室常時(shí)通過(guò)多孔材質(zhì)引入氮?dú)猓梢缘玫搅己玫蔫T造品K值。 (2)用保溫性良好的脫模劑,在模具內(nèi)充填溶湯后,通過(guò)中心銷局部加壓銷施加最適合的鑄造壓力,在模具表面持續(xù)壓著,因?yàn)榧彼倌蹋恢钡奖诤裰行牟浚軌虻玫郊?xì)微的組織。 (3)這次的鑄造品的機(jī)械特性滿足了所要求的品質(zhì)。和其他的工藝比較,鑄造品K值良好,得到細(xì)微的組織。因?yàn)椴科凡煌瑥?qiáng)度和拉伸的品質(zhì)要求也不相同,但可以通過(guò)調(diào)整熱處理?xiàng)l件,對(duì)應(yīng)顧客多種多樣的品質(zhì)要求。 (4)和其他的工藝比較,因?yàn)樯a(chǎn)性優(yōu)秀,可以降低人工費(fèi),降低制造成本,減少保持爐的溶湯保持時(shí)間,使減少CO2的產(chǎn)生成為可能。
本文作者: |