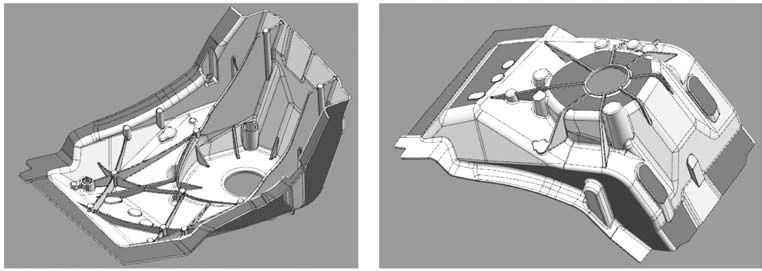
.jpg) 原標題:一體化壓鑄工藝在車身減震塔上的開發與應用 摘要:介紹了通過輕量化結構設計方式,將鋼板沖焊結構減震塔設計成一個壓鑄件,重量由11.24 kg降到5.06 kg,實現減重55%。并采用高真空壓鑄工藝完成樣件試制,材質選用AlSi10MgMn,尺寸范圍540 mm×510 mm×300 mm,平均壁厚為3.5 mm,最小壁厚達2.5 mm,最大壁厚達5 mm。通過采用高真空壓鑄工藝、T7熱處理等工藝,實現產品性能要求,本體取樣檢測力學性能滿足屈服強度R p0.2 ≥120 MPa,抗拉強度R m ≥180 MPa,伸長率A 50 mm ≥10%。 汽車輕量化、少件化是現代汽車設計和制造的主流方向。隨著新能源汽車的快速發展,為了減輕汽車質量和提高續航里程,整車對輕量化技術的需求更為迫切。以某款純電動車為例,電池、車身、底盤系統占整車重量超70%,其中車身系統占比約22%。從車身材料來看,鋼鐵約占重量的65%~70%,有色金屬占據10%~15%、非金屬材料占據20%,未來有色合金的應用比例還有進一步提升空間。 中國品牌車身輕量化程度與國外品牌相比仍有一定差距,當前以鋼、鋁為主,碳纖維復合材料為輔的多材料混合車身,正成為車身輕量化新的發展趨勢。其中采用壓鑄工藝實現多個車身部件集成為一個鑄件,相比原來鋼板沖焊結構,具有進一步實現減重、提高整體剛度的優勢,并成功應用于前后減震塔、縱梁、橫梁等車身部件上。 1.一體化壓鑄工藝 采用一體化壓鑄工藝可以實現幾十個沖壓件集成為一個鑄件,減重效果明顯,尺寸精度和性能提升,通過大幅減少沖壓、 焊接使用量,顯著提升汽車生產效率,并大幅減少人工成本。目前國內外已在車身后地板、前機艙等大尺寸結構件進行應用,并帶動相關設備、模具、鑄造新材料的全產業鏈發展。相對比傳統的沖壓和焊接工序而言,一體化壓鑄實現一次成形,不需要額外連接工序,因此焊接、鉚接、涂膠工藝的使用大幅減少。 為實現一體化壓鑄工藝在大型、復雜、薄壁壓鑄件上的應用,本項目將以尺寸相對較小的鋁合金汽車減震塔為開發對象,將原來鋼板沖焊結構設計成一體化壓鑄結構,并采用高真空壓鑄工藝,結合壓鑄工藝理論分析、數值模擬和試驗測試等手段,系統研究了薄壁車身結構件產品結構與鑄件性能改善的關系,制定了最佳熱處理工藝等,并最終開發出滿足產品要求的鋁合金減震塔鑄件。 2.產品結構設計 從工藝角度分析,鑄造工藝可以實現復雜形狀的零部件制造,并通過合理設計加強筋實現零件剛度的提升,如蜂窩狀的仿生加強筋,而沖壓工藝則無法實現。 本項目通過輕量化結構設計將某車型現有鋼板沖焊結構減震塔設計成鑄造結構減震塔(圖1)。首先對減震塔部件進行拓撲優化(圖2),以最小優化范圍為目標,獲取減震塔設計區域的最優載荷路徑。拓撲優化材料密度0.5的提取結構見圖3。根據最優載荷路徑,并考慮鑄造工藝可行性,設計出一體化鋁合金鑄造減震塔結構,并滿足減震塔與周邊部件的連接和裝配要求。
圖1 減震塔結構方案
圖2 拓撲優化分析結果
圖3 拓撲優化材料密度0.5的提取結構 對新設計的鑄造結構減震塔進行剛度、強度、模態等分析,通過定性定量分析,實現鑄造結構減震塔剛度、模態優于原鋼板沖焊結構。采用對標設計,進行了相同載荷下的靜力與模態對比,達到了項目預定的設計目標。最終新設計的鑄造減震塔與沖壓焊接結構功能一致,實現6個沖壓件集成為一個壓鑄件,在安裝工況約束下,剛度指標提升9.2%,最大應力與強度極限對比的比強度指標提升11.69%,一階頻率由75.43 Hz提升到223.41 Hz,提升了196.18%,重量由11.24 kg降到5.06 kg,約降低了55%。 最終確定的鑄造結構減震塔尺寸為540 mm×510 mm×300 mm,平均厚度為3.5 mm,最大厚度為5 mm,最小厚度為2.5 mm,材料采用AlSi10MnMg壓鑄鋁合金。新開發的鋁合金鑄造減震塔在剛度與模態指標均好于原結構的前提下,實現了輕量化設計。 3.高真空壓鑄工藝開發 高壓鑄造與其他鑄造工藝相比,工藝特性主要體現在“高速充型與高壓凝固”,高速充填下熔體可以快速充滿模具型腔,精確復制型腔的尺寸、形狀以及表面特征。但高速充型過程液態金屬呈紊流狀態,易卷氣形成孔洞缺陷,顯著降低合金材料的力學性能。鋁合金減震塔一般重量較輕,但產品尺寸和投影面積較大,同時為了滿足高致密性、可鉚接、可焊接、可熱處理的特點,所以需采用高真空壓鑄工藝。高真空壓鑄工藝是在傳統高壓鑄造的基礎上發展而來的,通過模具型腔抽真空技術,將壓鑄模具型腔內的氣體抽出,使金屬熔體在相對真空的條件下進入型腔,從而解決壓鑄件內部存在的氣孔和縮孔問題。最為重要的是通過對模具型腔抽真空使金屬液在真空狀態下充填型腔,大幅減少壓射過程中卷入的氣體,實現鑄件組織更加致密,鑄件的綜合力學性能高。 根據產品結構及自有設備型號,采用一模一件布局,澆注系統如圖4所示。鑄件毛坯工藝出品率約為56%,總投影面積1 275 909 m㎡ ,內澆道截面積1 010 m㎡ ,溢流槽進料口截面積1 063 m㎡ ,排氣道有效截面積290 m㎡ ,最小安全鎖模力約24 000 kN,故選用福來2 800 t高真空壓鑄機,沖頭直徑為120 mm,壓射長度為1 050 mm,填充度為34%,能夠滿足工藝需求。
圖4 澆注系統示意圖 澆注系統的設計要考慮鋁液充填的同步性,合理設計集溢流槽、集渣包,收集壓射初期的冷合金及雜質。根據模擬分析結果,在合金流向的末端、多股合金交匯處設置集渣包,減少因合金凝固組織不均導致的力學性能較低的問題。合理設計料餅厚度,料餅過薄將導致增壓壓力不能完全傳遞到產品內部,引起產品內部質量缺陷,降低伸長率。工藝開發過程中采用MAGMA軟件進行模擬分析,確定最佳工藝方案,部分模擬結果如圖5所示。
圖5 充型過程中合金的溫度變化 4.高真空壓鑄模具開發 壓鑄過程能否實現高真空,模具是最重要的保障。為了實現壓鑄過程型腔處于真空狀態,模具需進行高度密封抽真空設計,在頂桿、型芯、分型面等處增加密封圈,并且要采用階梯分型面,通過鑄造模擬對壓鑄充型、粒子追蹤、凝固、卷氣、溫度場等分析,確定最佳鑄造方案。 4.1 高真空密封設計 模具所有成形鑲塊之間采用密封處理,包括襯模和鑲塊之間、襯模和模框之間、襯模和澆口套之間、襯模和澆口堵之間、模具和真空系統之間、模具和擠壓裝置之間、模具和滑塊之間、模具和分流錐之間等與模具分型面密封以內的所有的配合部位之間均需要采用密封條密封。 靜模整體采用耐高溫密封條密封處理,同時料杯也要做抽真空處理,采用密封沖頭進行壓鑄,保證型腔內的高真空度,如圖6所示。動模整體采用耐高溫密封條密封處理,頂出部分密封于模具內部,滑動部件采用O型密封圈密封處理,如圖7所示。
圖6 靜模密封
圖7 動模密封 4.2 模具排氣波板特殊設計 采用排氣波板(圖8)進行抽真空,排氣波板結構具有生產穩定性好,能夠實現全程抽真空,并且不需任何外部控制。通過對波板間隙逐級減小的設計,前端間隙較大,增強排氣抽真空效果,尾端間隙較小,避免鋁液鉆出。
圖8 抽真空排氣波板 4.3 模具冷卻系統設計 通過采用分級模溫通水設計,保證模具整體溫度場相對平衡,保障壓鑄過程鋁液實現順序凝固。采用模溫機和模溫控制器加熱和冷卻,模具內部根據鋁液充型需要,設計冷卻通道和點冷卻裝置,實現鑄件成形區域的溫度平衡。(圖9)
圖9 模具冷卻系統設計 動靜模通水溫度需要逐級分段控制,澆口處溫度較高,遠離澆口側溫度偏低,通過每段水溫逐級增加,保證整體模具溫控平衡。同時若局部發生粘模傾向,可適當調整水溫解決。靜模溫度高于動模側,并配合多量噴涂,降低粘模率。 5.樣件試制及性能檢測 充減震塔生產采用大尺寸壓室和沖頭壓射,壓室的填充率比較低,導致慢壓射時間較長,為避免鋁液在壓室中引起湍流和卷入空氣,壓射過程需要十分穩定。壓鑄參數要求使用多段速度設定,行程較長的低速快速轉換至高速,以便鋁液快速填充至模具型腔。 高真空工藝需要在壓鑄模具型腔中的真空度達到50 mbar以下,這需要真空系統必須確保有很大的抽氣速度,以便在極短時間內將型腔中的氣體抽出。本次樣件試制采用體積較大的緩沖罐,處于高真空狀態下的緩沖罐可以快速將模具型腔中的氣體抽至所需的真空度。緩沖罐中的氣體則由真空泵不間斷的抽出。沖頭采用環形密封沖頭,雙管路抽真空系統。 樣件試制采用福來2800 t臥室冷室壓鑄機,壓鑄單元工藝流程為噴涂模具→吹干→合模→定量爐澆料→抽真空→壓鑄→局部擠壓→開模→取件→完整性檢測→水冷→沖邊和矯形→機器手取件→打碼→送出鑄件→去飛邊毛刺→外觀及變形檢查→流入下序。 由于AlSi10MnMg中Fe元素的含量較低,容易產生粘模現象,選用特殊的發氣量小的脫模劑。使用自動隨型噴頭,實現微量噴涂,減少脫模劑在模具殘留。 5.1 化學成分 鋁合金材質選用AlSi10MnMg,該合金具有流動性好、無熱裂傾向、線收縮小、氣密性好等優點,合金成分如表1所示。
表1 AlSi10MnMg鋁合金主要化學成分 wB/% 5.2 內部質量 壓鑄減震塔通過X光探傷判定內部質量,分區域對內部縮松、氣孔等缺陷進行判定。判定等級參照ASTME505,對強度相關區域要求滿足2級,非強度相關區域滿足4級,螺套裝配區域也需滿足1級。 X光探傷設定多個探測角度,覆蓋到鑄件全部位置,通過合理設計澆注系統、冷卻水路,以及優化涂料噴涂工藝,增加局部擠壓工藝,對減震塔塔頂等較厚部位進行局部擠壓,解決疏松、縮孔問題,滿足減震塔內部質量要求。 5.3 表面質量要求 鑄造冷隔、疏松等鑄造缺陷判定標準與常規壓鑄件要求近似,減震塔表面質量與常規壓鑄件的主要區別是有熱處理后鼓泡、鈍化處理后的表面質量要求。熱處理后減震塔表面會出現不同程度鼓泡缺陷,需要分區域進行判定。減震塔在鈍化處理后,鑄件表面會形成一層保護性能較強的鈍化膜,實現防銹保護作用,但其鈍化效果不能影響焊接、鉚接。 5.4 熱處理工藝 壓鑄結構減震塔呈現斗狀鏤空、加強筋縱橫交錯的結構,需要承受非常大的動載荷和疲勞載荷,其力學性能特點是高延展性,熱處理后力學性能需滿足屈服強度R p0.2 ≥120 MPa,抗拉強度R m ≥180 MPa,伸長率A 50 mm ≥10%。采用T7熱處理工藝(表2),固溶處理后進行過時效,與T6熱處理工藝相比,固溶溫度較低,但時效溫度較高。
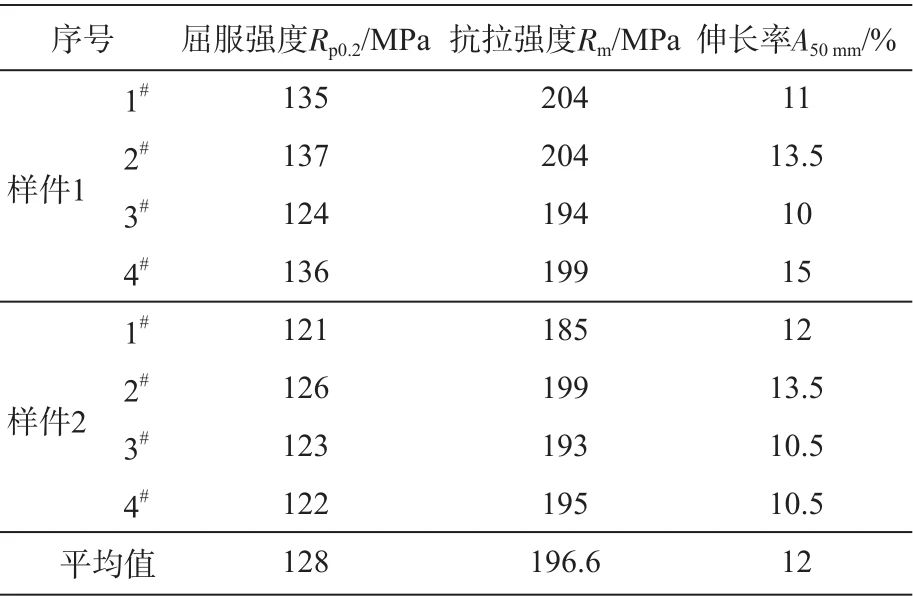
表2 T7熱處理工藝 5.5 力學性能檢測 拉伸試樣的尺寸符合DIN EN ISO 6892-1,試件寬度為10 mm,見圖11。力學試樣從減震塔本體取樣,從4個不同位置取力學試樣,取樣位置見圖12。取樣位置需選擇壁厚均勻處,切割面光滑無缺陷。經T7熱處理后,性能滿足技術要求,試制樣件檢測結果如表3所示。
圖11 拉伸試樣示意圖
圖12 取樣位置
表3 力學試樣檢測結果 5.6 毛坯尺寸控制 因為減震塔為斗狀的薄壁結構,最小壁厚為2.5 mm,熱處理過程極易產生變形,所以需要進行一定的尺寸矯型。根據減震塔熱處理后的主要變形位置和趨勢,如圖13所示,以產品基準坐標為定位,設計專用尺寸檢測及矯型裝置,使減震塔產品熱處理后變形量≤1 mm。
圖13 減震塔主要變形區域 設計隨型定位鑲塊,使需要檢測的鑄件輪廓與隨型鑲塊件形成等寬間隙,可以使用通止規間隙檢測。設計鎖定機構對定位點進行夾緊,確保鑄件位置不動。采用通止規檢測減震塔輪廓與隨型定位塊之間的距離,快速判定尺寸是否合格。對不合格位置進行矯型,矯型后再進行尺寸復檢。
6.結論
作者 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)