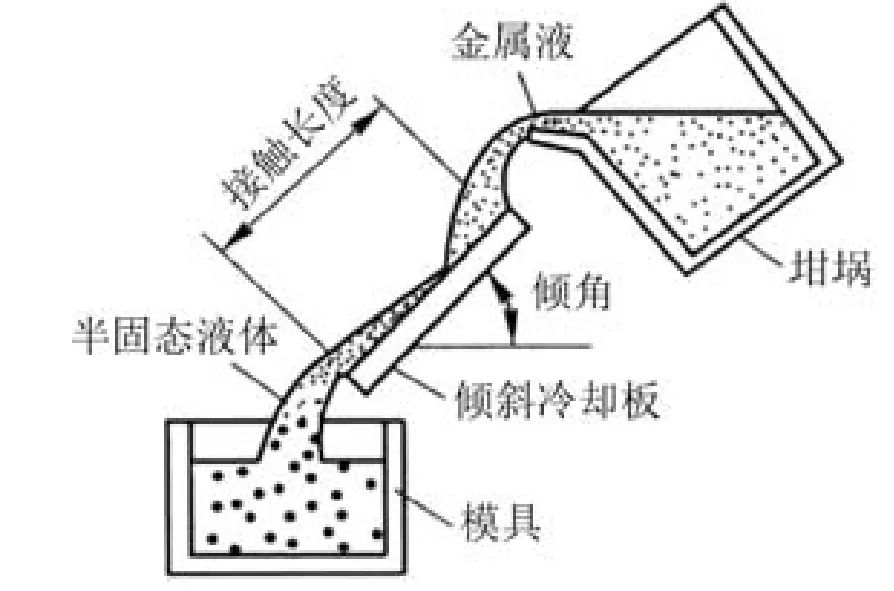
 原標題:澆注溫度對機械用半固態壓鑄AlSi9Cu合金組織和力學性能的影響 摘要:采用半固態鑄造生產了AlSi9Cu金壓鋁合鑄件,對不同澆注溫度的壓鑄件的微觀組織進行了觀察,并測試了不同參數生產出的壓鑄件的力學性能。結果表明,在不同澆注溫度下的半固態壓鑄AlSi9Cu合金中晶粒的形貌均為球狀晶,合金的平均晶粒尺寸隨著澆注溫度的升高而逐漸變大,澆注溫度分別為590 ℃、600 ℃和610 ℃時,合金的平均晶粒尺寸分別為42.1 μm、48.9 μm和50.6 μm。隨著半固態壓鑄澆注溫度的逐漸升高,合金內卷氣缺陷也隨之增加,合金的力學性能隨之逐漸降低。當澆注溫度分別為590 ℃、600 ℃和610 ℃時,合金的抗拉強度分別為268.03 MPa、264.14 MPa和255.26 MPa,伸長率分別為7.05%、6.73%和5.79%。 輕量化作為有效節能降耗的途徑成為機械行業關注的熱點,在眾多輕量化鋁合金成形工藝中,從輕量節能、成本降低等綜合應用看,半固態成形技術是生產高質量、高性能、長壽命鋁合金機械結構件的首選。半固態壓鑄技術具有流程短和成本低的優勢,其首要解決的問題是如何獲得和觸變成形相當的力學性能,同時保持其低成本的特點。半固態壓鑄具有組織均勻、高尺寸精度、好的表面質量和優異力學性能的特點,無縮孔缺陷等優勢,具有優良的減震性、尺寸穩定性特點,其綜合力學性能與鍛造件相近,高于傳統壓鑄件。半固態壓鑄的加工溫度比液態低,凝固收縮小從而鑄造疏松少,充形平穩,從而使氣孔缺陷和氧化物夾雜少,相對鍛造等熱變形成形工藝,成形變形抗力小,可一次大變形量加工成形形狀復雜且精度及性能要求較高的零部件,是機械領域關鍵零部件輕量化的理想材料,半固態這一技術在市場導向下可以實現企業和行業的共贏。半固態壓鑄的主要充型方式是層流,在型腔內的夾帶氣體可以有效減少,因此可以大大減少氣孔等缺陷,并有效改善鑄件的力學性能。半固態壓鑄包括半固態流變壓鑄和半固態觸變壓鑄,與觸變壓鑄相比,由于其工藝流程短,生產效率高,半固態流變壓鑄可以顯著降低生產成本,從而實現漿料制備和壓鑄的一體化。本文在現有的半固態成形技術研究的基礎上,采用傾斜冷卻板制漿與高壓鑄造結合的半固態壓鑄方法,對機械用AlSi9Cu鋁合金流變半固態壓鑄件進行了研究,分析了不同澆注溫度下機械用AlSi9Cu合金半固態壓鑄件凝固組織的微觀結構,探討了不同澆注溫度對微觀組織形貌的影響,并對其力學性能進行了測試分析,研究了澆注溫度與最終零件力學性能的關系。 1.試驗材料及方法 本文使用的AlSi9Cu鑄錠(化學成分如表1所示)采用電阻式熔爐熔化并進行除氣,然后調節到720 ℃并直接倒入坩堝中。制漿過程使用傾斜冷卻板制備法的過程示意圖見圖1,在漿料制備過程中使用的流體導向器傾斜角度為40°,長度400 mm。
表1 AlSi9Cu合金的化學成分分析結果 wB/%
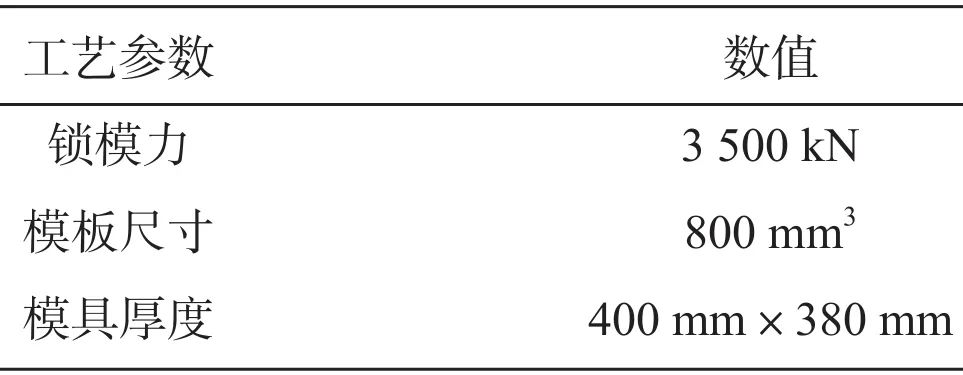
圖1 傾斜冷卻板制漿法工藝示意圖 AlSi9Cu合金熔化脫氣后,將熔體溫度分別調節至700 ℃、690 ℃和680 ℃,然后將熔體通過傾斜冷卻板澆入到預熱模具中,得到半固態壓鑄漿料。將漿料倒入東芝DC250-MH壓鑄機的注射室,加工得到機械用半固態壓鑄AlSi9Cu鋁合金零件,壓鑄機參數如表2所示。本文制備的試件外徑尺寸為Φ15 cm,壁厚5 mm,上方管道外徑尺寸Φ7 cm,長度10 cm。采用ZEISSSIGMA 300掃描電子顯微鏡,并在1~15 kV的加速電壓下觀察合金微觀組織結構,取樣位置如圖2所示,取樣尺寸為20 mm×10 mm×5 mm。利用公式D=(4A/π)1/2(A為晶粒面積)進行合金凝固組織中平均晶粒尺寸的計算;利用公式F=4P 2 /(4πA)(P為晶粒周長)進行合金凝固組織中晶粒的形狀因子計算,取每組50個晶粒進行統計計算,最終結果取其平均值。本文對機械用半固態壓鑄AlSi9Cu合金進行拉伸試樣時采用的是ZwickiLine電子萬能試驗機。從半固態壓鑄AlSi9Cu合金鑄件上取樣的位置及對拉伸試樣加工的參數如圖2所示,每種澆注溫度下制備的壓鑄件取3個拉伸試樣進行試驗,然后取平均值作為最終試驗結果,最后使用掃描電鏡對斷口進行觀察。
表2 壓鑄機工藝參數
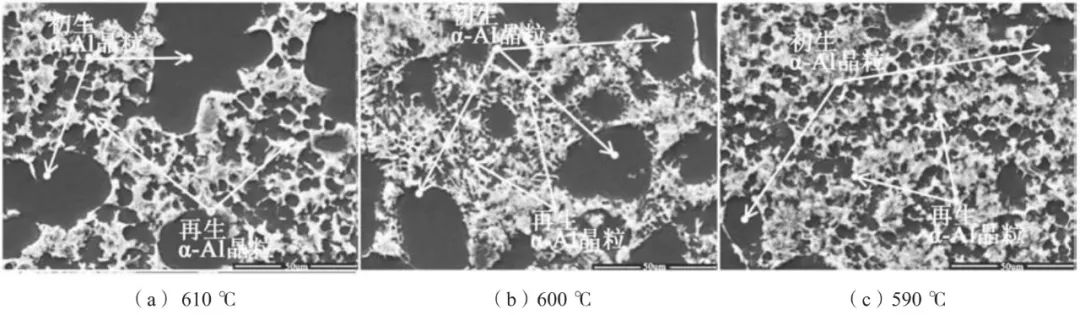
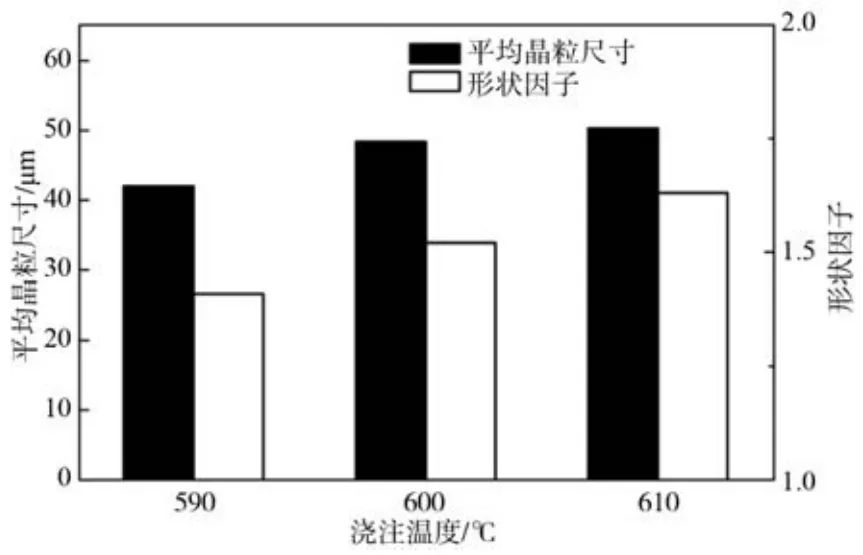
圖2 試樣件外觀形貌及拉伸試樣取樣位置及規格 2.試驗結果及討論 2.1 微觀組織 根據AlSi9Cu合金的凝固曲線可知,合金的液相線和固相線分別約為620 ℃和580 ℃,所以設置的半固態壓鑄的澆注溫度取決于該合金固相線和液相線的溫度,因此本文選擇的半固態壓鑄澆注溫度分別為590 ℃、600 ℃和610 ℃。圖3所示為使用掃描電鏡觀察到的機械用半固態壓鑄AlSi9Cu合金的鑄態顯微組織照片。從圖3可以看出,不同澆注溫度下AlSi9Cu合金中初生α-Al晶粒和共晶組織中次生α-Al晶粒的形貌均為球狀,合金的平均晶粒尺寸隨著半固態鑄造澆注溫度的升高而逐漸變大。隨著澆注溫度從590 ℃升高至610 ℃,初生α-Al晶粒的數量逐漸增加,在澆注溫度為590 ℃時,合金顯微組織中初生相的數量及所占比例達到最大。圖4所示是在不同澆注溫度下制備的AlSi9Cu合金平均晶粒尺寸和形狀因數的計算分析值。當半固態壓鑄AlSi9Cu合金的澆注溫度為590 ℃時,平均晶粒尺寸為42.1 μm;當半固態壓鑄AlSi9Cu合金的澆注溫度升高至600 ℃時,平均晶粒尺寸升高至48.9 μm;隨著半固態壓鑄AlSi9Cu合金的澆注溫度升高至610 ℃,合金的平均晶粒尺寸增大到50.6 μm。同樣在圖4中可以看出,當澆注溫度為590 ℃時,半固態壓鑄制備出的AlSi9Cu合金形狀因子為1.3,隨著澆注溫度的升高,當澆注溫度為600 ℃時,制備出的機械用AlSi9Cu合金形狀因子升高至1.5左右,當澆注溫度進一步升高至610 ℃,AlSi9Cu合金形狀因子繼續升高至1.7左右,根據公式可以看出,形狀因子越接近1表示合金內的晶粒形狀越接近于正球體,因此當澆注溫度為590 ℃時,合金中晶粒的球形狀態最佳。眾所周知,在相同條件下,合金凝固組織中晶粒尺寸會隨著冷卻速率的增加而逐漸減小,本試驗中除了漿料溫度不同以外,均采用相同的鑄造參數進行加工,因此在相同的模具溫度下,漿料溫度越低,未凝固的漿料達到凝固的速度越快,導致漿料的冷卻速率越高。而冷卻速率越高,導致最后凝固生成的初晶α-Al晶粒尺寸越小。 因此,當漿料溫度為590 ℃時,制備生成的AlSi7Mg合金中初晶α-Al的晶粒尺寸最小。
圖3 AlSi9Cu合金在不同澆注溫度下的顯微組織
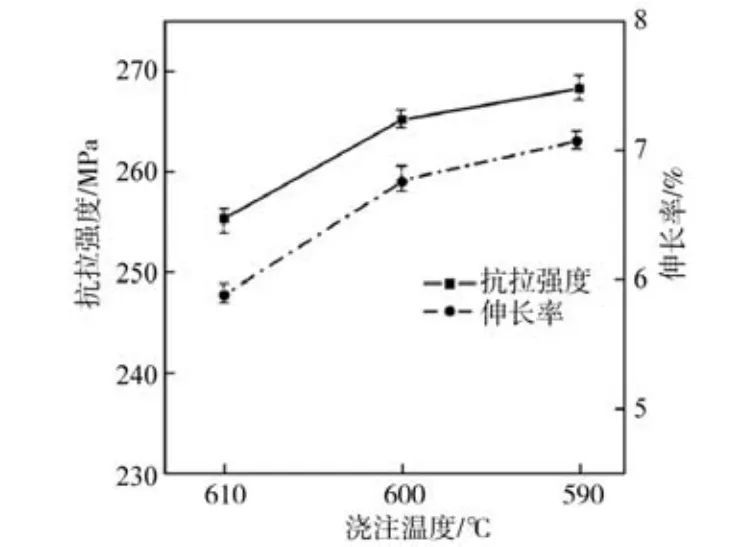
圖4 AlSi9Cu合金在不同澆注溫度下的平均晶粒尺寸及形狀因子 2.2 力學性能 圖5所示為本試驗測試的不同澆注溫度下制備的機械用半固態壓鑄AlSi9Cu鑄態試樣的抗拉強度與伸長率。從圖5可以看出,隨著半固態壓鑄AlSi9Cu合金制備過程中澆注溫度的降低,合金的抗拉強度與伸長率均呈現為升高趨勢。當半固態壓鑄AlSi9Cu合金的澆注溫度為610 ℃時,抗拉強度為255.26 MPa,伸長率為5.79%;隨著半固態壓鑄AlSi9Cu合金的澆注溫度降低至600 ℃,抗拉強度增加到264.14 MPa,伸長率升高至6.73%;隨著半固態壓鑄AlSi9Cu合金的澆注溫度進一步降低到590 ℃時,抗拉強度達到最大值,為268.03 MPa,伸長率也同樣升高至最大值,為7.05%。結果表明,澆注溫度對機械用AlSi9Cu合金半固態壓鑄件的抗拉強度和伸長率均有著明顯的影響。
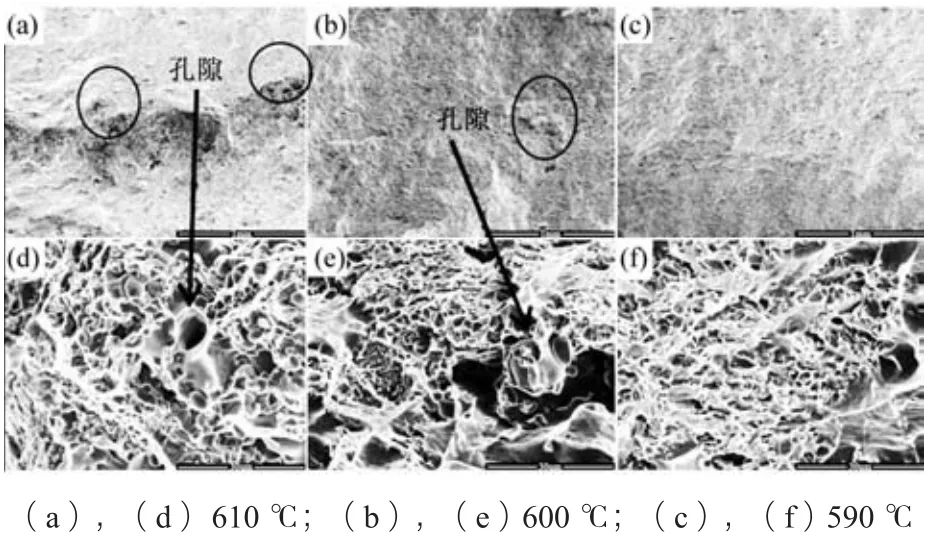
圖5 AlSi9Cu合金在不同澆注溫度下的力學性能 眾所周知,鋁合金的力學性能與其顯微組織密切相關,半固態壓鑄AlSi9Cu合金的力學性能是由其顯微組織中的含氣量及其晶粒尺寸等因素共同決定的,由圖3中半固態壓鑄AlSi9Cu合金的顯微組織觀察分析結果可以看出,機械用半固態壓鑄AlSi9Cu合金的平均晶粒尺寸隨著澆注溫度的升高而逐漸變大,因此本試驗繼續對半固態壓鑄AlSi9Cu合金拉伸試樣斷口形貌進行掃描分析,來觀察合金的含氣情況,圖6為不同澆注溫度下半固態壓鑄AlSi9Cu合金的斷口形貌觀察結果。從斷口形貌可以看出,當合金的澆注溫度為610 ℃時,合金中存在著明顯的卷氣缺陷,而當澆注溫度為600 ℃時,斷口中觀察到的氣孔缺陷呈減少的趨勢,直到將澆注溫度降低至590 ℃時,斷口中幾乎觀察不到明顯的氣孔存在。
圖6 AlSi9Cu合金在不同澆注溫度下的斷口形貌 通過分析可知,隨著半固態壓鑄澆注溫度的升高,半固態熔體中剩余的液相會有所增加,這導致了熔體中含氣量的增加,最終使AlSi9Cu合金壓鑄件中的卷氣缺陷隨著澆注溫度的增加而逐漸變多,導致合金的抗拉強度隨著澆注溫度的升高而逐漸降低。綜上所述,當澆注溫度為590 ℃時,AlSi9Cu合金的力學性能最佳,其抗拉強度為268.03 MPa,伸長率為7.05%。
3.結論 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)