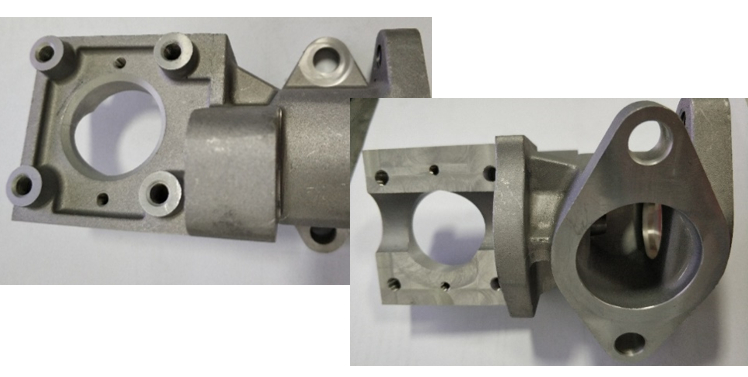
 摘要:根據(jù)閥體的結(jié)構(gòu)、材質(zhì)及技術(shù)要求設(shè)計(jì)了兩種壓鑄工藝,并利用ProCAST軟件進(jìn)行數(shù)值模擬,分析鑄件完全凝固后產(chǎn)生縮孔缺陷位置及原因,通過對(duì)比,選擇一種較優(yōu)壓鑄工藝并對(duì)其進(jìn)行工藝優(yōu)化。結(jié)果表明,工藝優(yōu)化后鑄件無縮孔缺陷,且得到了生產(chǎn)驗(yàn)證,滿足技術(shù)要求。 采用壓鑄生產(chǎn)出的鑄件尺寸精度高、組織細(xì)密、加工余量小、生產(chǎn)效率高,在汽車、家電、機(jī)械裝備等領(lǐng)域應(yīng)用廣泛。本課題研究的閥體是汽車油缸零部件安裝的重要載體,其形狀比較復(fù)雜,對(duì)氣密性、精度、力學(xué)性能要求較高,且需要批量生產(chǎn),因此采用壓鑄生產(chǎn)。對(duì)閥體結(jié)構(gòu)、技術(shù)要求進(jìn)行分析,設(shè)計(jì)了兩種壓鑄工藝,并使用ProCAST軟件進(jìn)行數(shù)值模擬,通過分析模擬結(jié)果,進(jìn)行工藝優(yōu)化,消除了鑄件產(chǎn)生的縮孔缺陷,得到了滿足閥體技術(shù)要求的壓鑄工藝。 1、閥體結(jié)構(gòu) 研究的鑄件為某公司生產(chǎn)的汽車油缸零部件的閥體,其三維示意圖見圖1,其中紅色區(qū)域?yàn)榧庸っ妫庸び嗔繛?.3 mm,外形尺寸為115.5 mm?74.5 mm? 71.9 mm,其最厚壁厚為24.6 mm,最薄壁厚為2 mm,主要壁厚為7 mm,質(zhì)量為0.36 kg,材質(zhì)為ADC12,其材料力學(xué)性能見表1。鑄件要求去毛刺,起模斜度為1.5o?3o,收縮率為0.5%,無縮孔、縮松、裂紋和冷隔等鑄造缺陷,表面噴丸處理。
圖1:鑄件三維示意圖
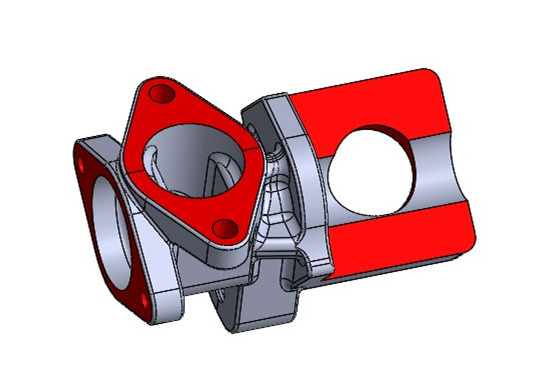
表1:ADC12力學(xué)性能 2、壓鑄工藝設(shè)計(jì) 2.1 分型面的設(shè)計(jì) 閥體的結(jié)構(gòu)比較復(fù)雜,需要設(shè)置多個(gè)抽芯機(jī)構(gòu),采用一模一腔。根據(jù)分型面在鑄件投影面積最大的區(qū)域的基本原則[4],選取兩種分型面,分型面1見圖2a,鑄件采用在豎直方向分型。采用此種分型,鑄件的抽芯機(jī)構(gòu)多,模具型腔較深,加工比較困難,易發(fā)射干涉現(xiàn)象,鑄件下方不便設(shè)置溢流槽,故分型面方案1設(shè)置不合理。分型面2見圖2b,鑄件采用水平分型,模具鑄件的抽芯機(jī)構(gòu)少,模具加工比較簡單,不易發(fā)生干涉現(xiàn)象,方便溢流槽和推出機(jī)構(gòu)的設(shè)計(jì),故分型面2更合理。
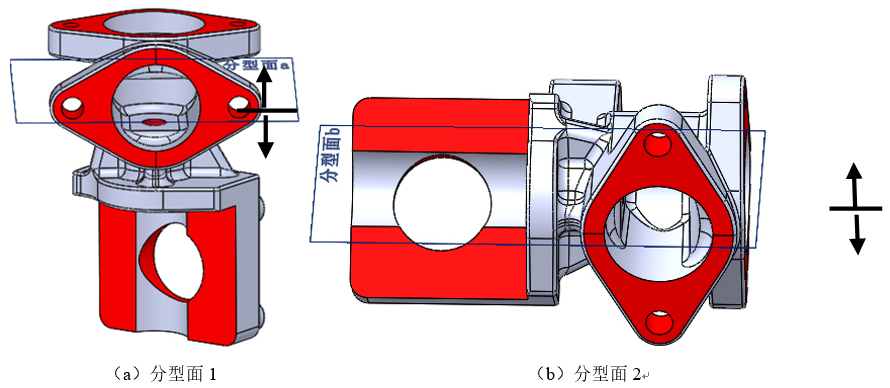
圖2:分型面方案示意圖 2.2澆注系統(tǒng)的設(shè)計(jì) 設(shè)計(jì)了兩種澆注系統(tǒng),其三維示意圖見圖3。
圖3:澆注系統(tǒng)的三維示意圖 2.2.1內(nèi)澆口的設(shè)計(jì) 內(nèi)澆口的設(shè)計(jì)一般包括內(nèi)澆口的位置、大小、方向等。內(nèi)澆口設(shè)計(jì)原則:壓鑄件上表面精度要求較高且不加工的部位不宜設(shè)置內(nèi)澆口,設(shè)置內(nèi)澆口位置在加工面上。為了避免金屬液直接沖擊型芯、減少金屬液分流后再發(fā)生碰撞,根據(jù)鑄件的結(jié)構(gòu),設(shè)置一個(gè)垂直加工面方向的環(huán)形內(nèi)澆口,其內(nèi)澆口的截面積按下式計(jì)算。
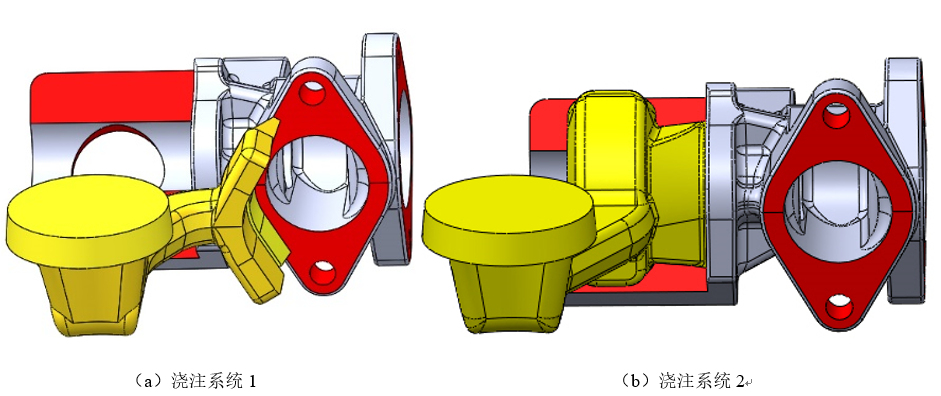
式中,Ag為內(nèi)澆口的截面積,mm2;V為通過內(nèi)澆口金屬液的體積,mm3;v為金屬液流經(jīng)內(nèi)澆口的充填速度,m/s;t為充型時(shí)間,s。對(duì)于鋁合金復(fù)雜壁厚件,內(nèi)澆口的速度一般取25~30 m/s,平均壁厚為7 mm的鑄件充型時(shí)間為0.066~0.100 s,內(nèi)澆口壁厚為壓鑄件壁厚的40%~60%。取充填速度為30 m/s,充型時(shí)間為0.07 s,內(nèi)澆口壁厚為2.8 mm。計(jì)算得內(nèi)澆口的截面積Ag=223.6 m㎡,內(nèi)澆口寬度為111.8 mm。 2.2.2 橫澆道的設(shè)計(jì) 橫澆道其結(jié)構(gòu)形式主要取決于內(nèi)澆口的形狀、位置、方向和尺寸,而設(shè)置為環(huán)形內(nèi)澆口,為了防止金屬液在流入內(nèi)澆口時(shí)產(chǎn)生負(fù)壓,橫澆道采用圓弧式收縮結(jié)構(gòu)。為了便于橫澆道順利脫模,其一般截面積為梯形,其厚度計(jì)算為。 D=(5~8)T (2) 式中,D為橫澆道厚度,mm;T為內(nèi)澆口厚度,mm。取D=16 mm,為了便于鑄件更好脫模,設(shè)置橫澆道的起模斜度為15o。 2.2.3 直澆道的設(shè)計(jì) 直澆道是金屬液從料筒進(jìn)入型腔的通道,其大小與壓室的內(nèi)徑 有關(guān),而由壓鑄機(jī)的參數(shù)知,壓室直徑有Φ50 mm、Φ60 mm、Φ70 mm 3種,由于鑄件體積較小,設(shè)置壓室直徑為Φ50mm,為了便于脫模,直澆道起模斜度為10o,料餅厚度為10mm。 2.3.4 溢流系統(tǒng)的設(shè)計(jì) 由溢流槽的設(shè)計(jì)原則:①在金屬液最后充填的地方,由圖3知,金屬液從內(nèi)澆口流入,最后充填鑄件左端,故在鑄件左端設(shè)置三個(gè)溢流槽;②鑄件局部壁厚處,在鑄件的壁厚處設(shè)置一個(gè)溢流槽;③金屬液匯合區(qū)域,由圖3知,在鑄件的右端,鑄件形狀為圓環(huán),金屬液在流動(dòng)過程中會(huì)發(fā)生匯合,故在右端設(shè)置兩個(gè)溢流槽。為了避免溢流口對(duì)抽芯原件的影響,有的溢流口需設(shè)置成曲面形狀。澆注系統(tǒng)1、2設(shè)置的溢流槽系統(tǒng)三維示意圖見4。
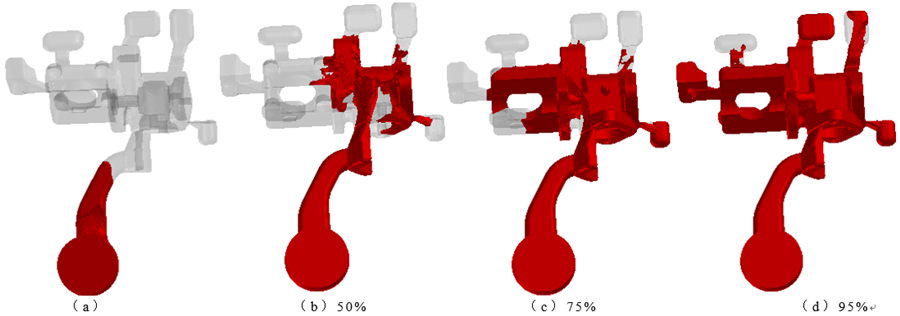
圖4:溢流槽三維結(jié)構(gòu)示意圖 3、數(shù)值模擬與工藝優(yōu)化 將設(shè)計(jì)好的壓鑄工藝三維造型以x_t形式導(dǎo)入模擬軟件ProCAST中,由于鑄件結(jié)構(gòu)復(fù)雜,其最小壁厚和澆注系統(tǒng)、溢流系統(tǒng)的最小壁厚不同,因此采用不均勻網(wǎng)格劃分,劃分鑄件單元格尺寸為2 mm,劃分澆注系統(tǒng)和溢流系統(tǒng)的單元格尺寸為0.5 mm,劃分模具網(wǎng)格尺寸為10 mm。 3.1 工藝參數(shù)設(shè)置 設(shè)置鑄件的邊界條件:①鑄件材料為ADC12合金,歐洲標(biāo)準(zhǔn)為ENAC-41600,模具材質(zhì)為H13鋼;②金屬液的澆注溫度為630℃,模具預(yù)熱溫度為180℃;③設(shè)置鑄件與模具的傳熱系數(shù)為1 000 W/(㎡?K);④金屬液的壓射速度為1.8 m/s,鑄件用空冷方式。 3.2 初始工藝方案模擬 澆注系統(tǒng)1的充型過程見圖5。由圖5a知,充型25%時(shí),金屬液從直澆道流向橫澆道;充型50%時(shí),金屬液從內(nèi)澆口流向鑄件兩端,并有部分的金屬液流向右端的溢流口,見圖5b;充型75%時(shí),鑄件右端已充型完成,金屬液充填鑄件左側(cè),鑄件右側(cè)一端的溢流槽已填充完成,見圖5c;充型95%時(shí),鑄件充型完成,金屬液流向溢流口,見圖5d。整個(gè)充型過程,金屬液流動(dòng)平穩(wěn),無飛濺現(xiàn)象,金屬液從澆注系統(tǒng)流向鑄件,最后流向溢流槽,可見澆注系統(tǒng)1設(shè)置合理。
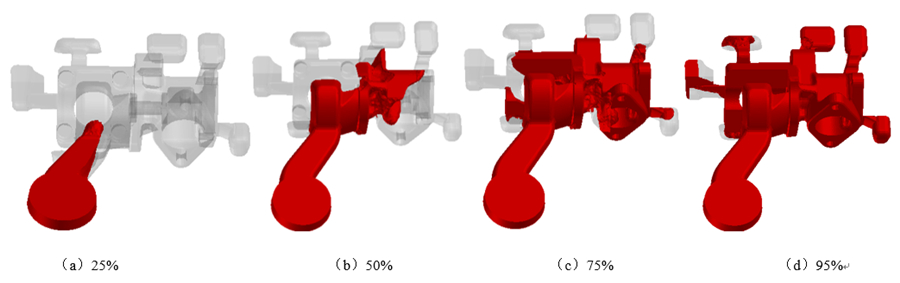
圖5:澆注系統(tǒng)1充型過程示意圖 澆注系統(tǒng)2的充型過程見圖6。由圖6a可知,充型25%時(shí),金屬液從直澆道流向橫澆道;充型50%時(shí),金屬液開始從內(nèi)澆口流向鑄件右側(cè),見圖6b;充型75%時(shí),鑄件右側(cè)充填完成,金屬液充填鑄件左側(cè),部分金屬液開始流向溢流口,見圖6c;充型95%時(shí),鑄件幾乎充型完成,金屬液流向溢流槽,見圖6d。整個(gè)充型過程,金屬液流動(dòng)平穩(wěn),從橫澆道流向內(nèi)澆口在流向鑄件,最后填充溢流槽,無飛濺現(xiàn)象產(chǎn)生,澆注系統(tǒng)2設(shè)置合理。
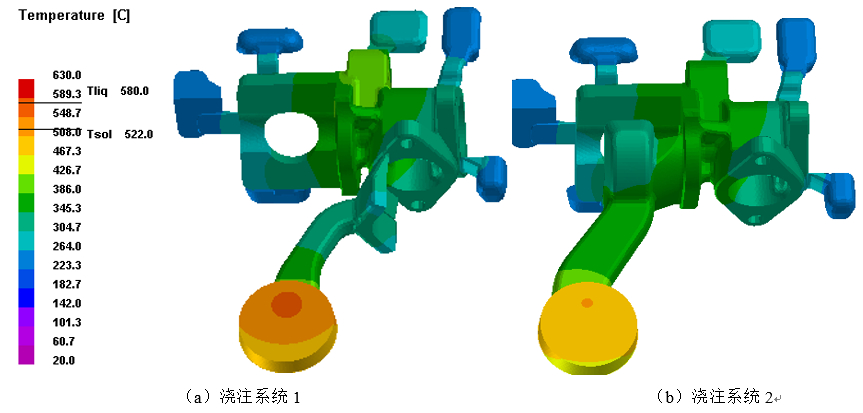
圖6:澆注系統(tǒng)2充型過程示意圖 兩種澆注系統(tǒng)的凝固溫度場(chǎng)見圖7,由圖7a知,澆注系統(tǒng)1在壁厚處的凝固溫度為黃綠色,而澆注系統(tǒng)2在壁厚區(qū)域的凝固溫度為綠色,預(yù)測(cè)澆注系統(tǒng)1在壁厚處更易產(chǎn)生熱節(jié),產(chǎn)生縮孔缺陷。
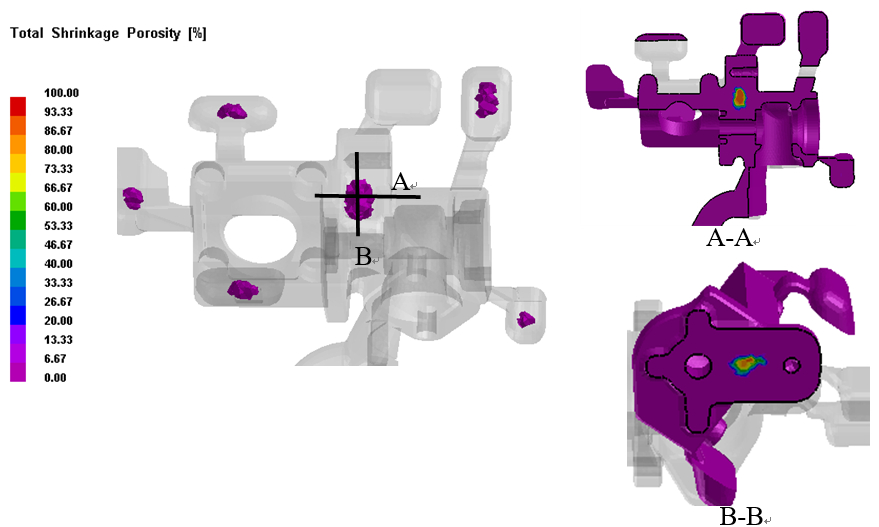
圖7:鑄件凝固后的溫度場(chǎng) 澆注系統(tǒng)1產(chǎn)生的縮孔缺陷見圖8。由圖8可知,鑄件在壁厚區(qū)域的地方產(chǎn)生了縮孔缺陷,鑄件產(chǎn)生的縮孔體積為0.46 cm3(去除溢流槽),切面處縮孔率為80%-90%,其主要原因是鑄件壁厚處的凝固速率較慢,產(chǎn)生了孤立的液相,在后續(xù)冷卻過程中得不到金屬液的補(bǔ)縮進(jìn)而形成縮孔缺陷。
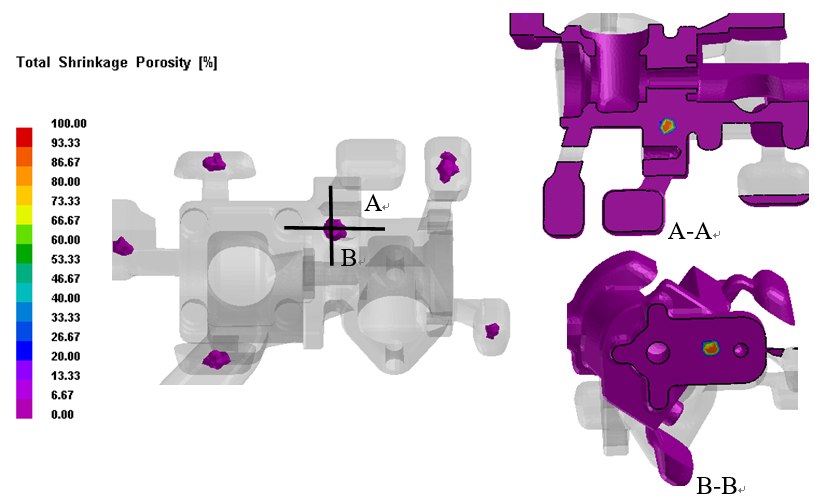
圖8:澆注系統(tǒng)1產(chǎn)生的縮孔缺陷示意圖 澆注系統(tǒng)2完全凝固產(chǎn)生的縮孔缺陷示意圖見圖9。可以看出,澆注系統(tǒng)2也在鑄件壁厚區(qū)域產(chǎn)生縮孔缺陷,其產(chǎn)生的縮孔體積為0.16 cm3,切面處的縮孔率為80%-85%,比澆注系統(tǒng)1產(chǎn)生縮孔缺陷少,其主要原因是金屬液在澆注系統(tǒng)1條件下開始充填壁厚區(qū)域的時(shí)間較早,在凝固時(shí)壁厚區(qū)域溫度高,凝固速率慢,更易產(chǎn)生孤立液相,產(chǎn)生縮孔缺陷,因此澆注系統(tǒng)2更優(yōu)。
圖9:澆注系統(tǒng)b產(chǎn)生縮孔示意圖 3.3 工藝優(yōu)化 鑄件產(chǎn)生縮孔缺陷的主要原因是壁厚區(qū)域的凝固速率較慢,為了提高鑄件壁厚區(qū)域凝固速率,在鑄件壁厚區(qū)域處設(shè)計(jì)冷卻水道。為了更好地起到冷卻效果,采用點(diǎn)冷卻水管。優(yōu)化后,模具與冷卻水道的傳熱系數(shù)為2000 W/(㎡?K)。 在澆注系統(tǒng)2基礎(chǔ)上 優(yōu)化后鑄件產(chǎn)生的縮孔缺陷示意圖見圖10。鑄件壁厚處的縮孔缺陷消除,初始工藝方案鑄件產(chǎn)生縮孔缺陷的原因是鑄件壁厚區(qū)域的凝固速率較慢,工藝優(yōu)化后的鑄件無縮孔缺陷,滿足技術(shù)要求,可按此工藝進(jìn)行模具設(shè)計(jì)。 圖10:工藝優(yōu)化后鑄件縮孔缺陷示意圖 3.4 生產(chǎn)驗(yàn)證 圖11為采用優(yōu)化后的工藝實(shí)際生產(chǎn)的閥體鑄件,通過X探傷及相關(guān)檢測(cè),發(fā)現(xiàn)鑄件無縮孔、裂紋及冷隔缺陷,滿足技術(shù)要求,可進(jìn)行批量生產(chǎn)。
圖11:鑄件實(shí)物圖 4、結(jié)論 (1)通過閥體結(jié)構(gòu)分析,設(shè)計(jì)了兩種壓鑄工藝并進(jìn)行數(shù)值模擬。結(jié)果顯示,鑄件在壁厚區(qū)域處產(chǎn)生縮孔缺陷,金屬液先填充壁厚區(qū)域的工藝產(chǎn)生的縮孔缺陷較多,產(chǎn)生縮孔缺陷的原因是鑄件壁厚區(qū)域凝固速率較慢,部分區(qū)域因得不到金屬液的補(bǔ)縮而被孤立。 (2)通過增加冷卻系統(tǒng)對(duì)工藝進(jìn)行優(yōu)化,結(jié)果顯示優(yōu)化后鑄件無縮孔缺陷并得到了生產(chǎn)驗(yàn)證,滿足技術(shù)要求。
作者: 本文來自:《特種鑄造及有色合金》雜志2020年第40卷第02期 |


.jpg)
.jpg)
.jpg)
.jpg)
.jpg)