.jpg) 原標題:真空壓鑄鋁合金減震塔在鋁車身上的應用 摘要:針對全鋁弧焊平臺車型用真空高壓鋁合金減震塔,對其工藝改善過程進行了分析,并對力學性能進行了評價。結果表明,提高鋁液密度,適當降低Mg含量,優化熱處理工藝參數等措施能提升減震塔的力學性能,改善后減震塔T7態平均屈服強度為128.92 MPa,抗拉強度為216.18 MPa,抗拉強度相比改善前提升12.14%,伸長率達到11.5%,相比改善前提升56.89%,密度為2.6821g/cm3,滿足設計使用要求。另外,采用ER4043焊絲和ER5356焊絲對減震塔焊接性能進行了評價,發現采用ER5356焊絲焊接接頭強度大于160 MPa,接頭效率達到76%,優于4043焊絲,滿足設計使用要求。 為了降低汽車尾氣排放和提升燃油效率,汽車輕量化越來越受到重視,輕量化不僅促進汽車的節能環保,同時也會對汽車性能有所提升,其中鋁合金壓鑄件正向著“大型化、復雜化、薄壁化、高性能化”的要求發展。傳統鈑金件減震塔焊接需要7~8個件焊接而成,而鋁合金壓鑄減震塔只需一個件,輕量化效果明顯,同時能明顯提升車身剛度,減少工序,減小尺寸偏差。其中AlSi10MgMn(Silafont-36,簡稱SF36)由于鑄造性能優良,強度、伸長率、焊接等綜合性能性能好等,在國外較早開始廣泛應用,如寶馬5系,凱迪拉克ATS,奧迪A8等。綜合考慮車身滿足碰撞吸能,強度剛度等要求,業內對減震塔SF36-T7熱處理態的一般要求為屈服強度>120MPa,抗拉強度>180MPa,伸長率>10%(BS EN 1706-2010標準要求為:屈服強度>120MPa,抗拉強度>200MPa,伸長>12%),國內在真空壓鑄領域起步較晚,受制于材料和工藝等關鍵技術制約,能滿足要求進行批量生產的國內廠家較少。有研究者對真空壓鑄鋁合金減震塔等結構件的T5、T6態的強度和伸長率綜合性能提升進行了研究,也有研究者對真空壓鑄鋁合金底盤結構件的T6,T7態進行研究,T7態底盤件伸長率為5%~9.1%。 本課題研究一款真空壓鑄鋁合金減震塔用于全鋁弧焊車身平臺車型,對工藝改善過程進行了分析,并對減震塔性能進行了評價從而保證產品滿足設計使用要求。 1、減震塔設計 圖1為真空高壓鋁合金減震塔結構圖,采用薄壁一體化設計,整個零件質量為1.93 kg,壁厚為2.5~3.5 mm。輪廓尺寸為242 mm×249 mm×328 mm。設計要求減震塔本體T7態屈服強度>120MPa,抗拉>180MPa,伸長率>10%,焊接接頭效率>70%。采用高真空壓鑄工藝,真空度<500 Pa。
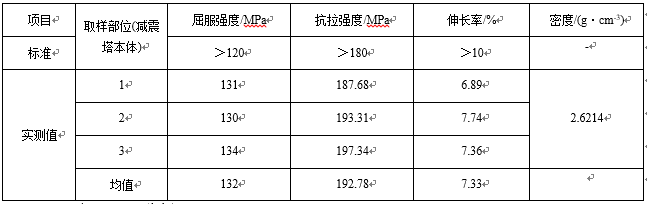
圖1:真空高壓鋁合金減震塔結構圖 2、減震塔試制及改善措施 2.1 減震塔試制 對減震塔進行試制(改善前),熱處理(熱處理條件:固溶460 ℃/120 min,時效180 ℃/120 min)后局部位置出現較為明顯的氣孔,見圖2,氣孔最大尺寸達到10 mm。成分檢測結果見表1,Mg含量稍超出要求,其他均滿足標準要求。在減震塔本體上進行取樣,進行力學性能測試,結果見表2,發現屈服強度和抗拉均滿足要求,但伸長率只有7.33 %,不滿足要求;另外,通過排水法測量減震塔本體樣品的密度,見下式,測得密度為2.6214 g/cm3,同樣通過下述方法測量寶馬SF36減震塔對標件密度為2.6847 g/cm3,相對于寶馬對標件密度過低,不滿足要求。
式中,m1為樣品在空氣中的質量;m2為水和水杯的質量(試樣懸掛在水中不觸碰杯底);m0為水和水杯的質量;ρ0為水的密度。
表1:真空高壓鋁合金減震塔(改善前)成分表 %
圖2:真空高壓鋁合金減震塔(改善前)表面氣孔
表2:真空高壓鋁合金減震塔(改善前)本體取樣力學性能 2.2 問題原因分析 減震塔的伸長率較低和熱處理后局部表面產生較大氣泡,導致不滿足使用要求。對圖2中的減震塔進行X-ray無損檢測,發現對應的起泡位置內部有明顯的氣孔缺陷,見圖3。對于氣泡的控制,可以通過以下幾方面進行:①優化模具設計,減少充型過程中的卷氣量,②降低澆注溫度,增加鋁液密度。提高伸長率可以通過:③優化熱處理工藝參數;④適當降低鋁液中的Mg含量。
圖3:真空高壓鋁合金減震塔(改善前)X-ray檢測 2.3 減震塔改善措施 對減震塔的充型過程用Magma進行了充型模擬,整個過程鋁液流動比較順暢,無明顯卷氣現象。
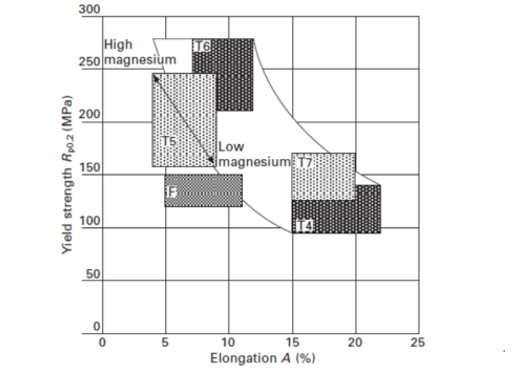
圖4:減震塔模流仿真圖 控制保溫爐中鋁液密度>2.64 g/cm3,鋁液含渣量K≤0.1。通過優化,得到較優熱處理參數:固溶460 ℃/150 min,時效200 ℃/180 min。 Mg含量適當降低有助于提升真空鋁合金壓鑄件的伸長率,但同時會降低屈服強度,見圖4,本課題結合對強度性能的要求,將Mg含量將至0.3%。
圖4:SF36真空鋁壓鑄件Mg含量與伸長率及屈服強度關系圖 3、對改善后減震塔進行性能評價 3.1 減震塔本體力學性能檢測 對減震塔本體取樣進行樣品密度和力學性能檢測,見圖4和表3。可見減震塔本體平均屈服強度為128.92 MPa,抗拉強度為216.18 MPa,伸長率達到11.5%,滿足設計使用要求。減震塔本體平均密度達到2.6812 g/cm3,與同樣方法測量得到的寶馬SF36減震塔對標件密度2.6847 g/cm3基本一致。
圖4:減震塔取樣位置區域及拉伸檢測結果
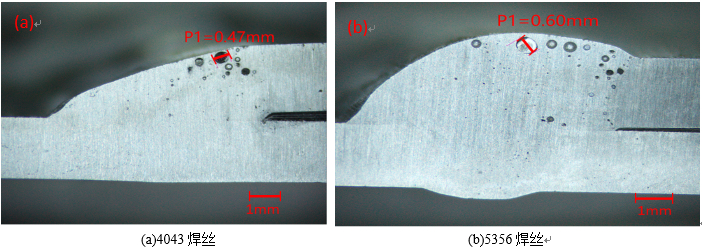
表3:真空壓鑄鋁合金減震塔(改善后)本體取樣力學性能 3.2 焊接性能檢測 對減震塔本體取樣進行MIG焊接,焊絲采用ER4043和ER5356兩種焊絲,對焊接接頭進行拉伸測試和宏觀金相觀察。焊縫接頭的力學性能檢測結果見表4。可見,保留焊縫余高時,采用ER4043焊絲的焊縫接頭的平均抗拉強度為150.93 MPa,接頭強度系數達到母材的69.82 %;采用ER5356焊絲的焊縫接頭的平均抗拉強度為163.91 MPa,接頭強度系數達到母材的75.82%;打磨掉焊縫余高時,采用ER4043焊絲的焊縫接頭的平均抗拉強度為149.67 MPa,接頭強度系數達到母材的69.23%,采用ER5356焊絲的焊縫接頭的平均抗拉強度為164.67 MPa,接頭強度系數達到母材的76.17%。可見,采用ER5356焊絲焊接比ER4043焊絲焊接接頭靜載工況下性能更優,采用ER5356焊絲能滿足焊接接頭強度系數大于70%的要求。從焊縫接頭拉斷形式看,當保留余高時,兩種焊絲焊接焊縫基本斷裂在熔合區,這可能是由于在鑄件熔合區Fe元素偏聚,形成了Al-Fe-Si等富Fe相,削弱接頭處熔合區的性能所致;當打磨掉焊縫余高時,兩種焊絲焊接焊縫基本斷在焊縫區,這是由于焊縫中心位置為最后凝固冷卻的位置,此處應力較大,偏析嚴重,沒有余高增強后,此處為最弱的區域。對鑄件焊接后的斷面氣孔進行了觀察,見圖7,可見兩種焊絲焊接后氣孔數量及尺寸相差不大,最大氣孔尺寸在0.5 mm左右,基本滿足使用要求,但也存在進一步優化的空間。
表4:真空壓鑄鋁合金減震塔(改善后)焊接力學性能
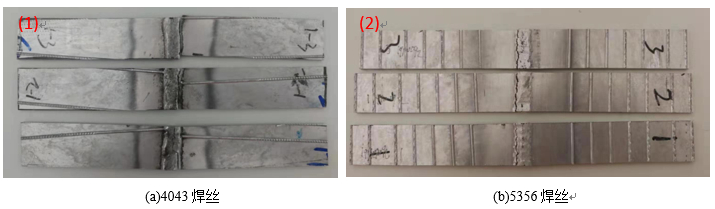
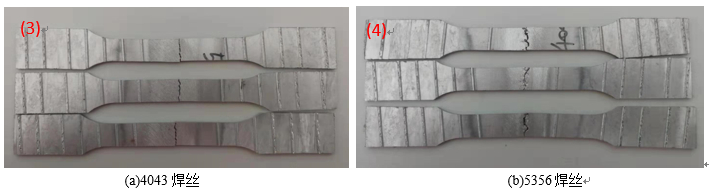
圖5:真空壓鑄鋁合金減震塔(改善后)焊接對接接頭拉斷圖(保留焊縫余高)
圖6:真空壓鑄鋁合金減震塔(改善后)焊接對接接頭拉斷圖(打磨焊縫余高)
圖7:真空壓鑄鋁合金減震塔(改善后)搭接接頭剖面宏觀金相 4、結論 (1)提高鋁液密度,適當降低Mg含量,優化熱處理工藝參數等改善措施能提升減震塔本體力學性能。 (2)改善后的減震塔T7態屈服強度為128.92 MPa,抗拉強度為216.18 MPa(相比改善前提升12.14%),伸長率達到11.5%(相比改善前提升56.89%),密度為2.6821 g/cm3,滿足設計使用要求。 (3)采用ER5356焊絲焊接接頭強度大于160 MPa,接頭效率達到76%,優于4043焊絲焊接接頭性能,滿足設計使用要求。
作者: |

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)