.jpg) 壓鑄AlSi10MnMg合金鑄態缺陷分析 摘 要:根據Flow-3D數值模擬結果,對薄壁AlSi10MnMg合金承重梁進行了實際生產,并對模擬結果中存在缺陷的5個典型位置的微觀組織進行了觀察與分析, 發現了偏析,卷氣,縮孔及氧化夾雜等缺陷。根據零件的實際生產情況與缺陷分布情況,給出了消除缺陷的方案。結果表明,對熔體的攪拌使合金成分均勻;使用致密過濾網以減少氧化夾雜;增加保壓時間以減少縮孔產生;優化澆注系統或采用真空壓鑄系統來減少零件內的卷氣缺陷。 薄壁鋁合金壓鑄件因其輕量化效果和力學性能良好,在汽車車身結構件方面的應用越來越廣泛。高壓鑄造作為一種快速的近凈成形工藝,尤其適合此類結構型零部件的成形。然而,薄壁鋁合金壓鑄件的生產過程易產生缺陷,且力學性能不穩定,這對鋁合金結構件的應用帶來了挑戰。 本課題以某汽車縱向承重梁鑄件為研究對象,根據Flow-3D數值模擬結果對AlSi10MnMg壓鑄鋁合金鑄件的鑄態組織進行了研究,得到并分析了幾種典型鑄造缺陷的形成原因并給出了解決方案,為后期對AlSi10MnMg鋁合金壓鑄件熱處理中金相組織的演化過程提供借鑒,同時對AlSi10MnMg薄壁壓鑄鋁合金結構件的工業生產提供技術參考。 1、數值模擬與試樣制備 壓鑄鋁合金承重梁材質為AlSi10MnMg合金,其成分見表1,模具材質為H13模具鋼。圖1為該薄壁鋁合金結構件的三維模型。澆注系統采用梳狀設計,邊緣壁厚為6 mm,主體部分壁厚為3 mm,加強筋高度為2 mm,外形尺寸為250 mm×80 mm×6 mm。 零件充型過程使用Flow-3D軟件進行模擬。充型過程步長為0.0 008 s,總網格數為16 945 929,表2為數值模擬的初始條件。圖2為通過Flow-3D進行數值模擬的充型過程示意圖。可以看出,充型后零件下端含氣情況良好,零件中部偏上位置存在卷氣情況,這是因為澆注系統設計的不合理導致的,這會導致一部分氣體不能及時排出型腔,最終形成鑄造缺陷,以此充型數值模擬結果中卷氣程度的不同為根據,對零件進行測試生產并選擇5個區域進行取樣分析。
表1:AlSi10MnMg的合金成分 wb/ %
圖1:薄壁AlSi10MnMg結構件及的三維模型
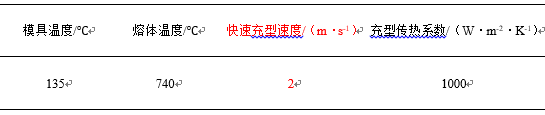
表2:數值模擬的初始邊界條件
圖2:充型過程數值模擬結果 預先對坩堝進行預熱,裝料完成后,將爐溫控制在680 ℃以上。當爐料完全熔化后,停止加熱,待金屬液降到660 ℃左右時加入純Mg塊,隨后再次加熱,將爐溫調至680 ℃以上,進行精煉除氣扒渣,隨后調整合金液溫度至670 ℃左右,靜置5 min。依據模擬結果可知,對該鑄件最佳的工藝參數是快壓射速度為2 m/s,模具溫度為135 ℃,填充溫度為740 ℃,以此進行試生產。根據Flwo-3D仿真模擬結果,在試樣上確定特征較為突出的位置,并進行切割取樣,觀察其微觀組織形貌,取樣位置見圖3。
圖3:取樣位置示意圖 2、微觀組織觀察 金相試樣在0.5%的氫氟酸腐蝕液腐蝕8 s后,使用徠卡DMI5000M金相顯微鏡觀察組織。圖4~圖8為位置1~5處的鑄態顯微組織。可以看出,位置1未見明顯的鑄造缺陷。
圖4:AlSi10MnMg零件位置1的鑄態組織
圖5:位置2含有氧化夾雜的金相組織顯微圖 僅存在少量的針孔等缺陷。由圖5可以看出,位置2處可觀察到較為突出的氧化夾雜缺陷。白色基體為α-Al基體,在低倍下可見較為明顯的氧化物卷入,對缺陷位置放大后,可見明顯的黑色塊狀緊貼晶體邊界分布,是較為明顯的氧化夾雜,應該是在熔煉過程中生成的金屬氧化物卷入形成,或是添加的Al-10Sr在熔煉過程中未完全熔化形成的。
圖6:位置3含有縮孔鑄態金相組織顯微圖 從圖6可觀察到較為突出的縮孔現象。白色基體是α-Al固溶體,不均勻的共晶組織呈顆粒狀分布在α--Al基體上,從高倍組織觀察到該區域存在縮孔缺陷,其一般在鑄件中心最后凝固的部分,是因為增壓不及時造成鋁液補縮不充分,縮孔會導致鑄件的力學性能下降,并會在零件受到應力時成為裂紋源,導致零件斷裂。
圖7:位置4鑄態金相組織顯微圖 從圖7中未見明顯卷氣及氧化夾雜等缺陷,但可看出共晶組織分布比較集中,該區域存在一定程度的偏析現象,共晶組織的富集會導致局部的抗腐蝕能力降低。這是因為在熔煉過程中,金屬液成分不均,即熔體攪拌不均勻,使得該處金相試樣抗腐蝕性能較差,易出現腐蝕現象。共晶組織形成的微觀偏析同樣也會導致鑄態合金的力學性能下降。
圖8:位置5鑄態金相組織顯微圖 從圖8中清晰可見明顯的卷氣現象,在壓鑄過程中,鋁液高速充填型腔時,型腔中存在未被排除干凈的或被卷入熔體的氣體,被鋁液包裹從而形成卷氣缺陷,在實際應用時,會對產品的綜合性能造成較大影響,使產品在承受較大載荷時容易發生脆性斷裂等危害。 3、分析與討論 在以上的5組金相圖中可以看出,位置1的微觀金相組織最為致密,表面平整、無明顯的鑄造缺陷;位置2~5處均出現不同程度的鑄造缺陷:位置2出現了明顯的氧化夾雜,需在之后的熔體制備過程中增加過濾次數或增加過濾網目數,使用更加致密的過濾網對熔體進行多次過濾;位置3出現了壓鑄增壓不足產生的縮孔現象,應當增長保壓時間,使得到的鑄件更加致密;位置4出現的偏析現象一方面由攪拌不均勻而導致,應該在熔體保溫過程中增加攪拌時間,使細化劑及合金元素更加充分的進行混合,另一方面由于冷卻系統不合理導致凝固過程中該區域形成溫度場,從而形成偏析,應該優化控制該區域溫差或修改該區域冷卻管道分布;位置5則出現了壓鑄過程中較為常見的因金屬液卷氣產生的卷氣缺陷,需優化澆注系統以減少型腔內的氣體卷入。可通過生產時提供更優良的條件如電磁攪拌系統使鑄件成分均勻化,或采用高真空壓鑄系統以減少甚至消除卷氣現象。 為了避免出現的大量氣孔、縮孔、氣縮孔缺陷,應注意控制壓鑄過程中因過高壓射所造成的卷氣,因此在條件允許的情況下應采用能減少鑄件內含氣量的工藝進行壓鑄生產,從而減少鑄件單位體積內的氣孔,使鑄件有效載荷面積增加,同時,應根據產品的形狀,合理設計澆注系統和澆注溫度梯度,可減少鑄件內縮孔的產生,從而使產品力學性能更為穩定。在成本允許的范圍內,應盡可能采用更高真空度、更高壓力的壓鑄技術對AlSi10MnMg合金鑄件進行生產,同時應根據不同零部件進行不同澆注系統、澆注溫度的設計,以在最大程度上降低氣孔、縮孔、疏松,使鋁合金鑄件力學性能更為穩定,產品質量更佳。 4、結論 (1)根據Flow-3D數值模擬結果,對薄壁AlSi10MnMg合金承重梁進行了實際生產。參考Flow-3D數值模擬的充型過程及卷氣結果分析,對零件內含氣量不同位置進行微觀組織觀察。 (2)結合模擬結果,對零件的5個典型位置的微觀組織進行了分析, 得到了幾類明顯的鑄態缺陷:偏析,卷氣,縮孔,氧化夾雜等,并對各類缺陷的產生原因進行了分析。 (3)針對不同缺陷種類,增加對熔體的攪拌使得合金元素分布得更均勻;使用致密過濾網以減少氧化夾雜;增加保壓時間以減少縮孔產生;優化澆注系統或采用真空壓鑄系統來減少零件內的卷氣缺陷。
作者: |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)