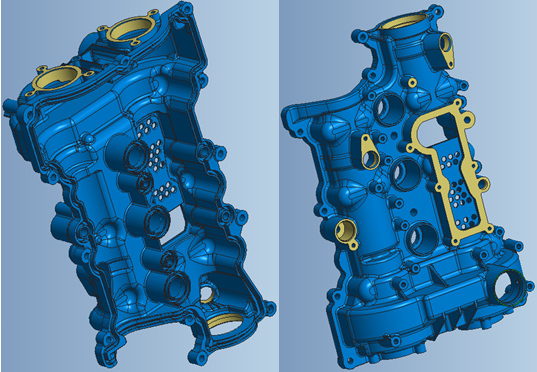
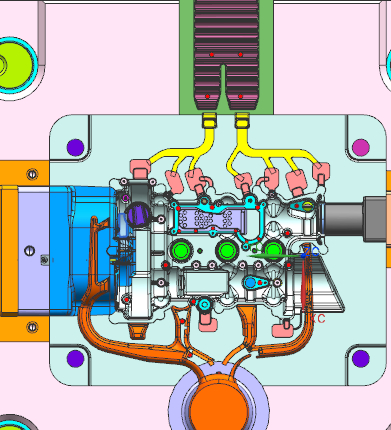
 原標題:缸蓋罩高真空壓鑄工藝與普通排氣塊壓鑄工藝分析 摘要:缸蓋罩外殼作為發動機的一個部件,產品經過幾代的集成和更新后,其壓鑄工藝變得較為復雜,缺陷種類及位置分布也更為分散。為了減少鑄件缺陷,開發前期應用數值模擬,準確地把握鋁合金液體流動充型狀態與鑄件缺陷的分布,縮短了模具的開發周期。壓鑄開發階段對一款缸蓋罩殼體零件分別采用高真空壓鑄工藝和普通排氣塊工藝進行試生產,通過對鑄件質量的分析,發現高真空工藝可以在壓鑄速度與鑄造壓力都較低的情況下獲得合格的鑄件。 鋁合金因其質量輕、強度高、散熱性好、耐腐蝕的特點滿足了發動機零件中缸蓋罩、鏈條蓋、油底殼等在惡劣環境下工作的要求,已成為汽車上應用最多的合金材料之一。鋁合金在壓鑄前須凈化、精煉、細化、變質等,使其力學性能及質量達到一致性和穩定性。隨著新型壓鑄技術和新型壓鑄合金的開發和應用,壓鑄件在未來汽車的生產中會有越來越廣泛的應用。缸蓋罩作為發動機的一個重要組成部分,經過幾代的集成和更新后,結構和功能越發強大,產品的壁厚和形狀也變得更復雜,所以其對壓鑄工藝要求也越來越高。 1、缸蓋罩殼體結構及開發技術要點 缸蓋罩殼體見圖1,其主要的作用為:①提供發動機潤滑油加油通道,把缸蓋及氣門機構遮蔽,保證油、氣不泄露;②把潤滑油與可燃混合氣分離;③為凸輪軸位置傳感器、點火線圈、線束等零件提供安裝固定位置;④降低發動機噪音及振動。 該鑄件輪廓尺寸為390 mm×257 mm×142 mm,質量為1.9 kg,平均壁厚為2.5mm,投影面積為70 192mm2,鑄件材質為AlSi11Cu2。鑄件有多處螺栓凸臺與產品弧面連接,充型時容易卷氣及產生縮孔缺陷;鑄件油氣分離孔為非加工孔,因此對毛刺飛邊要求高;鑄件毛坯平面度要求為0.6 mm,外觀無明顯的壓鑄流痕;鑄件加工后密封面氣縮孔直徑在ф0.5~ф1 mm的允許2個,氣縮孔小于ф0.5 mm的允許2個,傳感器孔機加工后不允許有氣縮孔外露,內腔試漏在壓力0.1MPa下泄漏量≤3 mL/min,硬度 HB要求≥58。因此,該鑄件的生產有一定的難度。使用宇部8500 kN壓鑄機生產,該壓鑄機配有實時壓射控制系統,壓鑄過程穩定,抽芯及開模速度快,適合這種薄壁、要求高的產品。
圖1:缸蓋罩殼體壓鑄零件 為了縮短開發周期,使用了壓鑄模擬分析軟件對鑄件進行凝固分析,以識別鑄件在冷卻凝固過程缺陷產生的程度和所在的位置,見圖2。
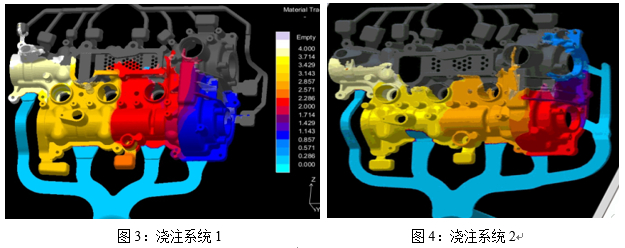
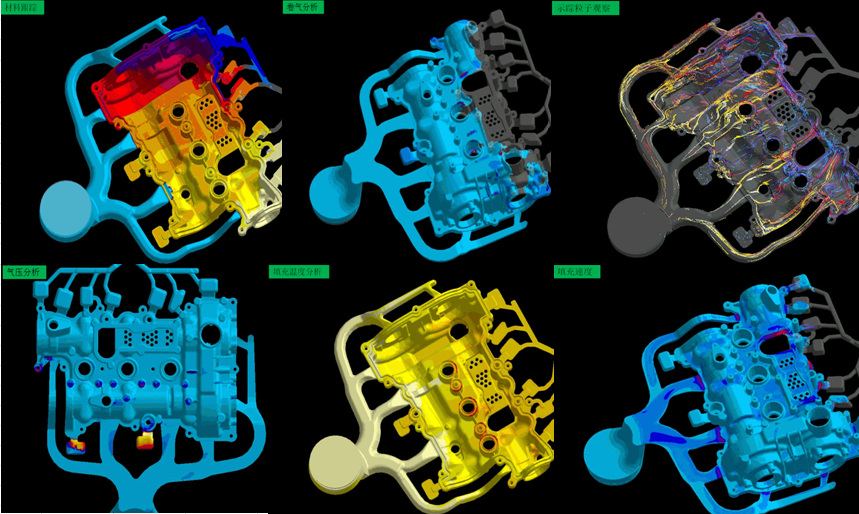
圖2:缸蓋罩殼體的凝固分析 凝固模擬發現缸蓋罩主要的熱節集中在螺栓過孔。針對容易產生縮孔的位置,采取調整該處位置內澆口鋁液的流量與角度。基于鑄件結構,設計了2種澆注系統。方案1(見圖3)采用水平推進的方式布置澆口,并且在熱節位置增加渣包。從充型模擬結果看,整個鑄件充型較為穩定,但在雙油封孔位置存在流速過慢和包卷的現象;方案2是在方案1的基礎上進行了改進(見圖4),方案2可以較好的改善雙油封孔位置的填充,并且消除了鋁液在該位置流態的包卷,整個填充流態較為平穩。針對方案2,對鑄件進行了氣壓分析、填充溫度分析、填充速度分析,見圖5。
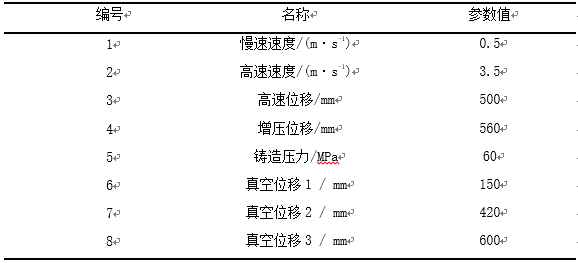
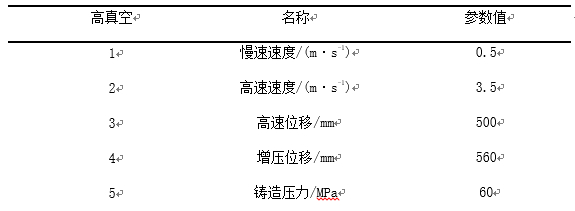
圖5:數值模擬結果 從模擬效果看,方案2能夠實現鋁料的平穩充填,卷氣主要集中在渣包和局部填充成型位置。由于產品結構復雜,局部壁厚不均勻和狹小位置較多,所以溫度場不會出現順序凝固,因此需要合理的冷卻系統平衡模具溫度場。為了更好冷卻模具,壓鑄動定模具狹小位置采用割鑲件的方式(單獨控制,損壞后容易更換),目的是采用螺旋形冷卻結構(增強該處冷卻)。 2、高真空工藝與普通排氣塊工藝對比 2.1高真空工藝 高真空壓鑄工藝是在壓鑄過程中根據沖頭位移來控制液壓真空閥的開關,從而消除或顯著減少壓鑄模具型腔內的氣體,以提高壓鑄件的力學性能和表面質量。缸蓋罩高真空模具通過壓鑄機設置的壓射位置控制高真空液壓真空閥的開關。工作過程為:液壓真空閥在接收到合模到位信號后,液壓真空閥芯彈出;在壓射沖頭到達設定真空啟動位置時,真空開始啟動,壓射繼續前進過程中,到達液壓真空閥關閉位置時,液壓真空閥立即關閉,在沖頭到達真空機關閉設定位置后,真空機抽氣結束。壓射完成后真空閥打開,且反吹氣,目的是將真空管道中的油污排出。 2.2高真空工藝參數的使用 通過高真空工藝的多次試制,得出了高真空工藝使用的最優參數,見表1。實際的沖頭速度為3.5 m/s,鑄造壓力為60 MPa。
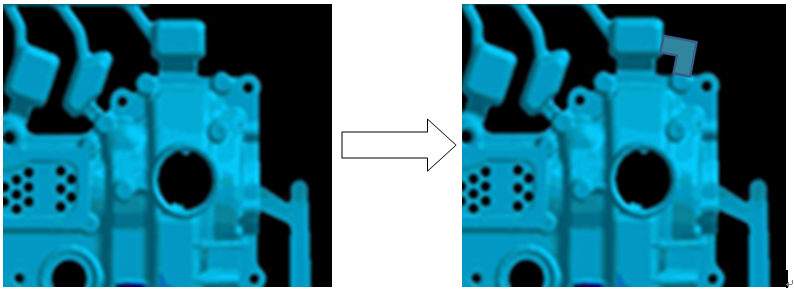
表1:高真空工藝參數 2.3普通排氣塊工藝 缸蓋罩鑄件也進行了普通排氣塊工藝設計,最終的模具方案見圖6,在模具的尾部增加一塊排氣板進行自然排氣。壓射時,型腔中的氣體通過排氣板排出,以減少鋁液填充模具產生氣壓偏高及卷氣。
圖6:帶排氣塊的模具設計 2.4普通排氣工藝參數的選擇 普通排氣塊通過多次試制,得出了壓鑄工藝使用的最優參數,見表2;實際的沖頭速度也設置為3.5 m/s,鑄造壓力也為60MPa。
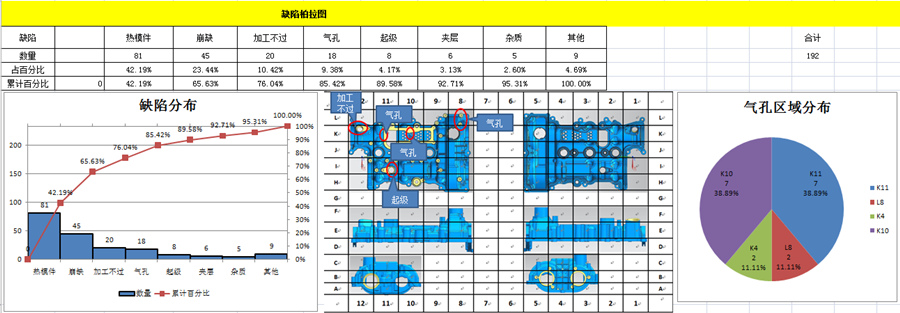
表2:高真空工藝參數 3、兩種工藝批量生產后缺陷數據的對比 3.1高真空及普通排氣塊工藝的缺陷數據統計 采用高真空工藝進行批量試制,統計最終的缺陷數量及位置見圖7。
圖7:高真空工藝缺陷分布 采用普通排氣塊工藝進行批量試制,統計最終的缺陷數量及位置見圖8。
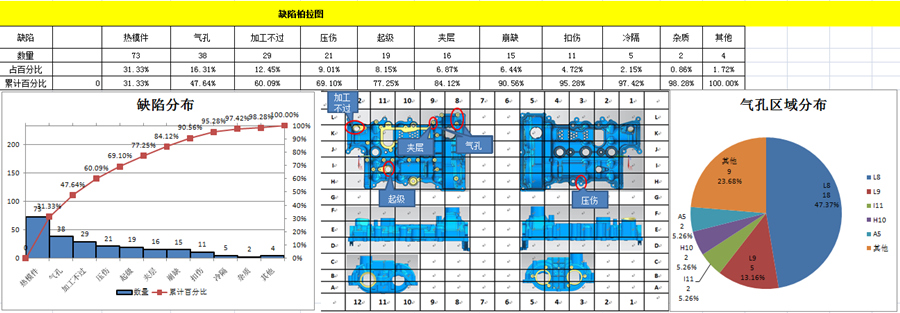
圖8:普通排氣塊工藝缺陷分布 3.2高真空工藝的缺陷與普通排氣塊缺陷分析 可以看出,高真空工藝與普通排氣塊工藝的缺陷主要集中在熱模件、氣孔、加工不過、起級、夾層等缺陷;用普通排氣塊還有兩種缺陷為壓傷和扣傷。 高真空工藝的缺陷占比為4.38%,數量為18件,主要集中在K10/K11及L8區域;普通排氣的氣孔在整個缺陷中占比為16.31%,數量為38件,主要集中在L8及L9區。由于L8區域在高真空和普通排氣工藝中均有此缺陷,排除此位置的氣孔為排氣不暢產生。通過對熱節及模擬分析得出,此位置壁厚較厚,容易產生縮孔,缺陷位置處于鋁液填充尾部,通過壓鑄機的增壓不能解決該處縮孔,因此增加擠壓來改善該位置的縮孔。 使用普通排氣塊工藝,在L9位置有氣孔產生,主要是該處的排氣不暢,將該位置排氣口靠近氣孔產生位置增設溢流槽(見圖9)可以減少氣體壓力解決氣孔缺陷。
圖9:排氣不暢改善方案 高真空壓鑄工藝在K10及K11位置有氣孔加工外露(圖10)且有明顯冷隔缺陷,形成缺陷的原因是模具溫度偏低。
圖10:加工外露氣孔圖片 可以看出,高真空壓鑄工藝氣孔的報廢率為4.38%,而普通排氣塊的氣孔報廢率為16.31%,這是因為高真空壓鑄工藝型腔的氣壓會更低,氣孔引起的報廢率低。 4、結論
(1)數值模擬能為鋁合金壓鑄件的質量控制及缺陷改善提供良好的參考依據,縮短開發時間。
作者: 本文來自:《特種鑄造及有色合金》雜志2019年第39卷第11期 |

.jpg)
.jpg)
.jpg)
.jpg)
.jpg)