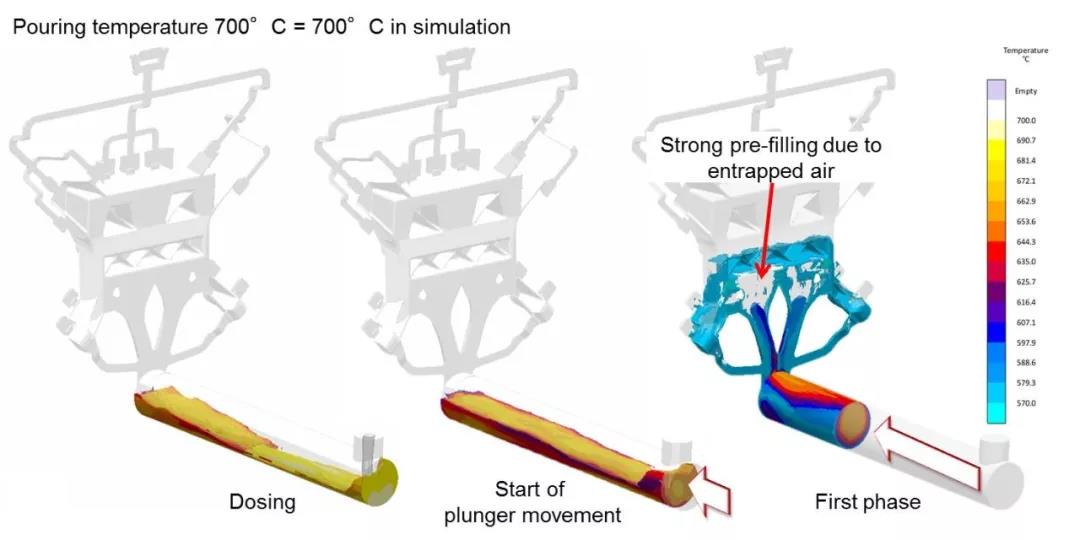
圖4:考慮壓射室的接頭模具充型分析。在沖頭運動的第一階段,所選擇的壓射曲線導致大量的卷氣和金屬液的顯著溫度損失。
卷氣或逸出氣體造成的氣孔是報廢的常見原因。尤其是在熱處理過程中,這些缺陷直接導致報廢,并對焊接性和鉚接能力等連接技術的鑄造要求產生負面影響。此外,通常較大且薄壁的結構件在充型過程中易于導致熔體顯著的溫度損失。這導致了錯誤流態,例如流痕和表面缺陷,甚至是鑄件的關鍵連接區域出現不可接受的冷隔。 因此,在工藝開發和鑄件設計的范圍內,目標應是模具的最佳充型,同時避免鑄造系統中的卷氣和過高的溫度損失。目前,對這些潛在風險的分析和識別通常是在只考慮料餅的適當簡化模型下進行的。避免上述風險的一個特殊可能性是壓射室中沖頭運動第一階段的工藝條件的相應定義,參見圖4。不便利的工藝條件會立即導致壓射室中的卷氣。通過沖頭的進一步運動,然后這些卷氣不受控制地被輸送到鑄件中。
版權所有:壓鑄周刊網 ? Copyright 2013-2021 yzweekly.Com 粵ICP備18081350號-2
地址:深圳市龍崗區埔廈路86號新城廣場1004室 電話:0755-84182626 info@uyazhu.com 在線咨詢:QQ 2985463631
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)