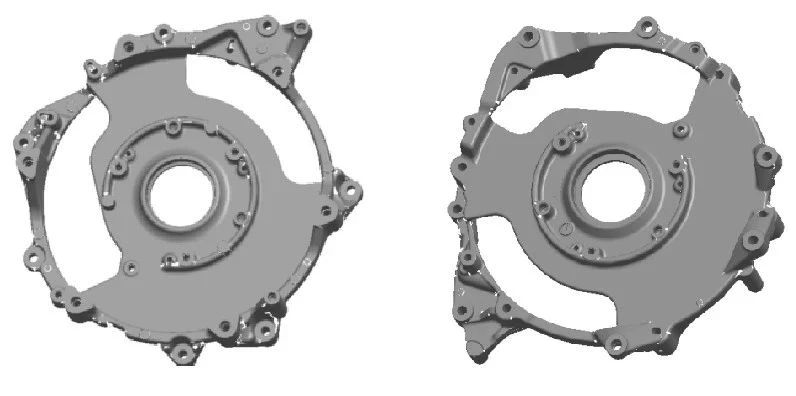
 隨著制造業的迅速發展,對機械零件比強度和比剛度的要求越來越高,薄壁板狀結構件被大量采用。此類結構件普遍存在鑄造和機械加工工藝性差的問題,毛坯在鑄造生產時容易變形,零件在機加工過程中也容易因殘余應力和支撐裝夾方式不當變形,導致加工尺寸及位置度超差,甚至影響疲勞壽命以及工作強度。本課題以中間板為例,講述了如何通過抑制壓鑄和機加工過程的變形,保證薄壁板狀壓鑄件的加工精度。 圖文結果 中間板是某汽車變速箱內用于固定兩側馬達的關鍵零件,質量約為1.2kg,材質為ADC12壓鑄鋁合金,外形見圖1,屬典型的薄壁板狀零件,呈圓盤狀,外形尺寸約為φ340mm,中間連接部位壁厚為5mm,為使設計輕量化,有大面積鏤空,極大地降低了零件的剛性,增加了其壓鑄和加工的難度。
圖1 中間板的外形圖
圖2 有嚴格精度要求的部位示意圖
圖3 中間板方案2夾具 由于中間板剛性差,很小的夾緊力矩也能產生杠桿效應,使工件產生局部變形,加工后回彈,降低加工精度。因此,對這類零件夾緊點與支撐點必須點對點設置,盡量使夾緊力臂為0。動作順序是:工件放置到位→固定支撐夾緊→浮動支撐上浮→浮動支撐夾緊點夾緊。
圖4 Z3-2孔Y向坐標偏移波動圖
圖5 立式加工中心X/Y向熱偏移 首先毛坯的變形量要控制在一個合理的范圍內,為機加工提供相對可靠的定位粗基準。毛坯加工余量的預留量取決于其尺寸精度,精度越高,余量可越小。對薄壁板狀工件,夾具的設計與制造質量至關重要,調試合格之后,日常維護也要重視。機床的熱變形對銑平面度的影響不大,對孔位的影響有時非常大,要設法補償。
本文作者: 本文來自:《特種鑄造及有色合金》雜志,《壓鑄周刊》戰略合作伙伴 |
.jpg)
.jpg)
.jpg)
.jpg)


.jpg)
.jpg)